Voir la traduction automatique
Ceci est une traduction automatique. Pour voir le texte original en anglais cliquez ici
#Actualités du secteur
{{{sourceTextContent.title}}}
La haute précision signifie-t-elle qu'un tournevis serre avec précision ?
{{{sourceTextContent.subTitle}}}
tournevis électrique de haute précision, tournevis dynamométrique calibré, tournevis dynamométrique électrique programmable
{{{sourceTextContent.description}}}
Dans les scénarios industriels haut de gamme tels que la fabrication automobile, l'électronique 3C, les appareils médicaux et l'assemblage de composants de précision, la précision et la stabilité du serrage des vis déterminent directement la qualité du produit et sa durée de vie. Lorsque de nombreuses entreprises achètent des tournevis dynamométriques, elles se font une idée fausse : elles jugent la précision de serrage de l'outil et la fiabilité de la ligne de production en se basant uniquement sur la précision statique annoncée.
Cependant, sur les lignes de production réelles, la plupart des tournevis de haute précision, après avoir subi 10 000, 100 000, voire 1 million d'opérations à haute fréquence, connaîtront successivement des problèmes tels que la dégradation de la précision, la dérive du couple, l'augmentation de la dispersion et l'augmentation des taux de rejet. Cela montre qu'un seul paramètre de précision est totalement insuffisant pour définir les performances réelles d'un outil de serrage. Pour déterminer si un tournevis est précis, stable et fiable à long terme, il est nécessaire de combiner une évaluation des indices de capacité du matériel (CM/CMK) avec les indices de capacité du processus de production (CP/CPK).
I. Idée fausse fondamentale : Haute précision en un seul point ≠ Précision de la production à long terme
La "haute précision" déclarée par les fabricants est une précision statique en un seul point, mesurée dans des conditions d'étalonnage idéales, à température constante et sans charge. Elle ne représente que la performance instantanée de l'outil lorsqu'il est neuf. Cependant, la production de masse implique des opérations cycliques à haute fréquence, des commutations sur toute la gamme, une usure par fatigue à long terme et des interférences variables dues à l'interaction de l'homme, de la machine, du matériau, de la méthode et de l'environnement.
Les tournevis ordinaires de haute précision sont souvent "précis lorsqu'ils sont neufs, mais leurs performances se dégradent avec le temps" Après une utilisation prolongée, ils sont sujets à une dérive du couple et à une dispersion excessive, ce qui entraîne des problèmes tels qu'une fausse assise (vis flottantes), un dénudage du filetage, un serrage excessif et un serrage lâche. La véritable précision de serrage est le reflet complet des performances du matériel, de la stabilité à long terme et de l'adaptabilité à des conditions complexes. Elle doit être entièrement vérifiée à l'aide des quatre indices : CM, CMK, CP et CPK.
II. Connaissances de base : La différence et les normes entre CM/CMK et CP/CPK
La logique de calcul pour CM/CMK et CP/CPK est la même. La différence essentielle réside dans les conditions d'essai : CM/CMK évalue la capacité inhérente de l'équipement lui-même, tandis que CP/CPK évalue la capacité du processus de production de masse réel. Ensemble, ils constituent l'étalon-or pour l'acceptation des équipements de serrage industriels.
1. CM/CMK : capacité matérielle de l'équipement dans des conditions idéales
Les tests CM/CMK sont effectués dans des conditions idéales et contrôlées, sans interférence extérieure. Ils évaluent uniquement la précision et la stabilité de l'outil de serrage lui-même. Ce sont des indicateurs clés pour l'acceptation de nouveaux équipements, les contrôles après révision, les essais de nouveaux produits et la recherche de défauts. Le test nécessite au moins 50 points de données consécutifs.
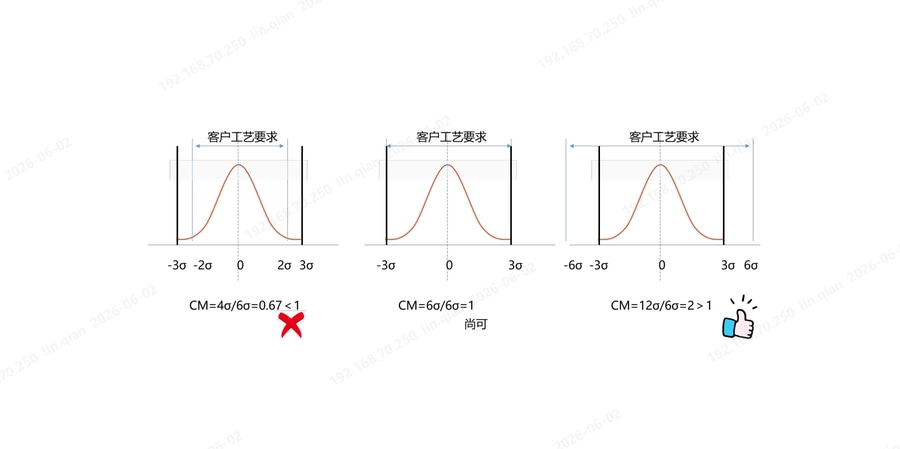
CM (capacité de la machine - réserve de précision) : Mesure la concentration de la précision de l'outil. Il détermine si la précision de l'équipement répond aux exigences de couple du processus. Une valeur élevée indique une meilleure réserve de précision du matériel et un meilleur contrôle de la dispersion.
CMK (Indice de capacité de la machine - Capacité de ciblage du couple) : Mesure l'écart entre le couple moyen produit et la valeur centrale cible. Détermine si le couple peut atteindre avec précision la cible du processus. Comme au tir à l'arc : CM détermine si les flèches sont groupées, tandis que CMK détermine si le groupe est centré sur l'œil-de-bœuf. Une valeur élevée indique une précision de serrage plus concentrée et une qualité plus stable.
Selon la norme de serrage industriel ISO 5393, la capacité de l'équipement est clairement classée :
CM, CMK ≥ 1,67 : la capacité de l'équipement est suffisante et convient aux postes de travail de précision haut de gamme.
1.33 ≤ CM, CMK < 1,67 : la capacité de l'équipement est acceptable, elle convient uniquement aux postes de travail ordinaires.
CM, CMK < 1,33 : la capacité de l'équipement est insuffisante et nécessite une réparation ou un remplacement.
2. CP/CPK : capacité du processus de production sur la ligne réelle
Si CM/CMK sont les "qualifications matérielles" de l'outil, CP/CPK sont les "résultats des performances réelles" de la ligne Les CP/CPK sont testés dans des conditions de production réelles, intégrant les cinq principaux facteurs d'interférence que sont l'homme, la machine, le matériel, la méthode et l'environnement, et reflétant la stabilité et la cohérence de la production par lots.
Le test nécessite la collecte de 100 échantillons valides par sous-groupe pour 25 sous-groupes dans des conditions de processus stables, et le calcul de la capacité du processus par le biais de la moyenne et de l'écart type. Les postes de travail critiques haut de gamme exigent uniformément un CP/CPK ≥ 1,67.
CP (capacité du processus - réserve de précision) : Reflète le niveau global de contrôle de la dispersion du couple dans la production de masse. Représente la réserve de précision du processus.
CPK (Indice de capacité de traitement - Centrage du couple) : Reflète l'écart du couple de la production de masse par rapport à la cible. Détermine directement le taux de réussite des lots et la stabilité de la production.
Des valeurs CP/CPK plus élevées indiquent une meilleure capacité anti-interférence de l'équipement, une meilleure cohérence dans le serrage des lots et des taux de rejet de la production de masse plus faibles.
III. Relation entre les quatre indices
L'analyse de CM/CMK et de CP/CPK permet de distinguer avec précision les problèmes matériels de l'équipement et les problèmes d'application/condition. Il s'agit d'une base essentielle pour l'étalonnage régulier des équipements et l'optimisation des processus.
CM/CP trop bas → Capacité matérielle insuffisante. Si l'indice de réserve de précision ne répond pas à la norme (quel que soit l'indice d'écart), cela indique un défaut matériel inhérent à l'équipement (dispersion élevée, mauvaise base de précision). Ce défaut ne peut être corrigé par l'étalonnage et nécessite le remplacement de l'équipement par des modèles plus performants. En outre, plus le CM/CP est élevé, plus la marge de sécurité de l'équipement est importante et plus le risque de qualité est faible.
CMK/CPK sont trop faibles → Une déviation du couple s'est produite. Si CM/CP sont conformes à la norme mais que CMK/CPK ne le sont pas, cela signifie que la précision du matériel est acceptable, mais que le centre du couple a dérivé après une utilisation prolongée. Il s'agit d'un problème de condition后天 (post-acquisition/opérationnelle). Il peut être résolu par un étalonnage régulier et un réglage fin des paramètres. C'est la raison principale pour laquelle les outils de serrage doivent être étalonnés périodiquement.
En résumé : CM/CP assurent la précision du plancher, tandis que CMK/CPK assurent la précision de la production. Ce n'est que lorsque les deux couples sont excellents que l'outil est un outil de serrage de précision qualifié.
IV. Tournevis dynamométrique Danikor : Deux normes élevées pour le matériel et la capacité de traitement
Le tournevis dynamométrique intelligent de Danikor respecte scrupuleusement la norme ISO 5393, ce qui permet de résoudre le problème commun à l'industrie, à savoir que les outils "ont une bonne précision sur un seul point, mais sont instables sur toute la gamme et dérivent au fil du temps". Il améliore le matériel, les algorithmes, la stabilité et l'adaptabilité aux conditions, et répond aux normes CM/CMK et CP/CPK dans toutes les dimensions. Il convient aux scénarios d'assemblage de haute précision dans les secteurs de l'automobile, de la médecine, de l'électronique 3C et d'autres industries.
Le tournevis dynamométrique de Danikor atteint de manière stable un CMK > 1,67 sur toute la gamme, à de multiples points de couple. Il dispose d'une grande réserve de précision, d'une sortie de couple très concentrée et d'aucune zone aveugle. Il passe facilement l'acceptation de l'usine d'équipement haut de gamme et les inspections après révision.
Équipé d'un moteur sans balais haute performance et d'un système de retour de couple en boucle fermée. Les composants principaux sont résistants à l'usure et à la dégradation. Après des millions de cycles d'essais de fatigue, il n'y a pas de dérive du couple ni de dégradation de la précision, ce qui résout le problème des outils ordinaires qui "perdent de leur précision avec le temps" et réduit les coûts de maintenance et d'étalonnage.
Maintient constamment un CP/CPK ≥ 1,67 dans les conditions réelles de la chaîne de production. Contrebalance efficacement les fluctuations du personnel, des matériaux et de l'environnement. Le resserrement des lots présente une faible dispersion et aucune dérive, ce qui garantit une bonne cohérence d'un lot à l'autre, adaptable à divers postes de travail critiques et exigeants.
Il prend en charge la double surveillance du couple et de l'angle et la reconnaissance intelligente des anomalies, ce qui permet d'éviter les défauts tels que les faux sièges, le dénudage des filets et le serrage excessif. Les données complètes du processus sont conservées et traçables, ce qui permet aux entreprises de procéder facilement à la vérification des indices, à la traçabilité de la qualité et à un contrôle affiné de la production.
V. Conclusion : Un serrage précis repose sur une stabilité dimensionnelle totale
En résumé, la haute précision n'est absolument pas synonyme de serrage précis. La précision statique d'un seul point n'est qu'un paramètre de base et ne peut pas mesurer la performance à long terme d'un outil pour la production de masse. Un outil de serrage de haute qualité doit posséder à la fois d'excellentes capacités matérielles CM/CMK et d'excellentes capacités de production de masse CP/CPK.
Le tournevis dynamométrique intelligent de Danikor va au-delà de l'exagération des paramètres. Avec une capacité d'équipement de haut niveau et une stabilité de production de masse, il résout les problèmes d'assemblage de précision que sont la dérive du couple, la dégradation de la précision et l'instabilité des lots. Il aide les entreprises à atteindre une production de masse sans défaut à long terme, à réduire les coûts, à augmenter l'efficacité et à stabiliser la qualité des produits.