Voir la traduction automatique
Ceci est une traduction automatique. Pour voir le texte original en anglais cliquez ici
#Actualités du secteur
{{{sourceTextContent.title}}}
Système de vissage automatique pour les caméras automobiles
{{{sourceTextContent.subTitle}}}
Système de vissage automatique pour caméras automobiles, tournevis électrique pour ligne automatisée, tournevis dynamométrique industriel
{{{sourceTextContent.description}}}
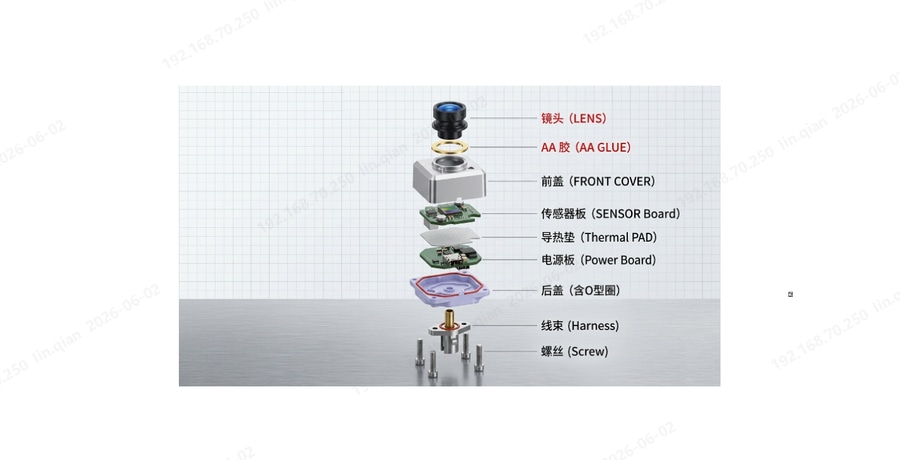
Alors que l'intelligence automobile pénètre dans des eaux plus profondes, les caméras embarquées, qui constituent les principaux éléments de détection des systèmes de conduite autonome, sont souvent appelées les "yeux" de la voiture. Un véhicule intelligent L2+ est généralement équipé de 8 à 12 caméras. La qualité de leur assemblage détermine directement la précision de la perception de l'environnement, la fiabilité de la prise de décision et la sécurité de conduite du système de conduite autonome. Dans le processus d'assemblage des modules de caméra, le serrage des microvis est l'étape la plus critique et la plus sujette aux erreurs. Le serrage manuel traditionnel des vis ne peut plus répondre aux exigences rigoureuses de l'industrie automobile en matière de précision, de cohérence et de traçabilité. La machine automatique de fixation des vis est devenue l'équipement de base pour garantir la qualité du verrouillage. Cet article analyse en profondeur la manière dont un système de vissage automatique professionnel assure le contrôle de la qualité tout au long du processus : de l'alimentation au serrage, en passant par le prélèvement des vis.
I. Trois points sensibles dans le verrouillage des vis des caméras automobiles
Le défi de la stabilité de l'alimentation en micro-vis : Les caméras embarquées utilisent généralement des vis de précision miniatures de M1,2 à M2,0. Certains modules ultra-minces utilisent même des micro-vis M0,8, avec un diamètre de tête de vis inférieur à 2 mm. Les bols vibrants traditionnels sont susceptibles de se bloquer, de se chevaucher ou de faire voler les vis pendant les opérations à grande vitesse. Non seulement cela nuit gravement à l'efficacité de la ligne de production, mais la déformation des vis causée par le blocage entraîne directement une mauvaise fixation.
Exigences extrêmes en matière de précision de verrouillage : L'erreur de coaxialité entre l'objectif et le capteur du module de caméra doit être contrôlée à 0,02 mm près. L'erreur de couple pour le verrouillage des vis doit être inférieure à ±5 %. Un couple excessif peut entraîner la fissuration du boîtier du module ou le déplacement de l'objectif. Un couple insuffisant entraîne un desserrage de la vis, ce qui, dans l'environnement vibratoire du véhicule, provoque un tremblement de la caméra, avec pour conséquence des images floues, une mesure inexacte de la distance et d'autres problèmes critiques. Les erreurs de couple de verrouillage manuel dépassent généralement ±15 %, et la cohérence entre chaque vis ne peut être garantie.
Exigences obligatoires en matière de traçabilité de l'ensemble du processus : L'industrie automobile applique le système de gestion de la qualité IATF 16949, qui exige que les données relatives à tous les processus clés soient conservées pendant plus de 15 ans. En cas de problème de qualité, il doit être possible de remonter au temps de serrage, à la valeur du couple, à la valeur de l'angle et à l'opérateur pour chaque vis. Les méthodes de verrouillage traditionnelles ne permettent pas l'acquisition et le téléchargement automatiques des données, ce qui rend difficile le respect des exigences de conformité.
II. Solution de contrôle de la qualité de l'ensemble du processus proposée par une machine automatique de fixation de vis professionnelle
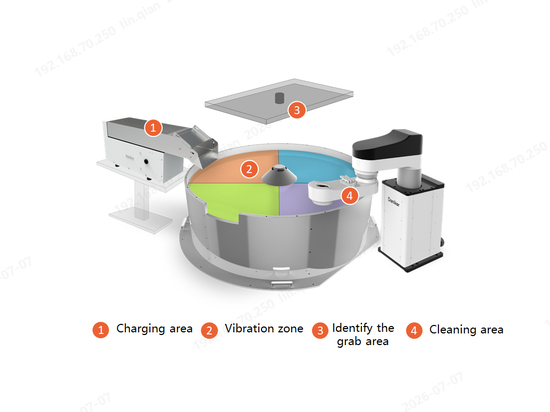
Un système de vissage automatique mature pour les caméras automobiles doit tenir compte de trois éléments essentiels : l'alimentation, le prélèvement des vis et le serrage. Grâce à une combinaison d'innovations matérielles et d'algorithmes logiciels, il permet d'obtenir des résultats de verrouillage sans défaut et entièrement traçables.
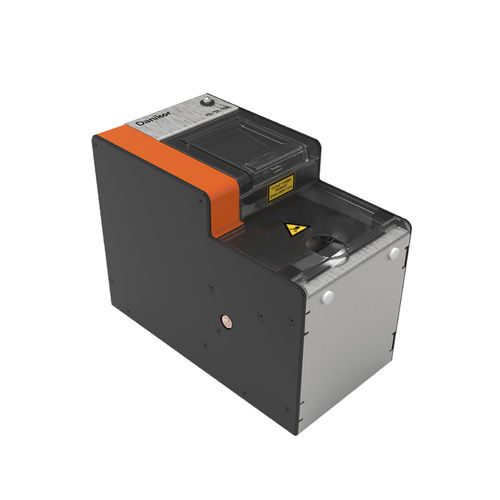
(I) Alimentateur de disques : Le fondement de l'absence de bourrage
Le système d'alimentation est une condition préalable au fonctionnement stable d'une machine automatique de fixation de vis. En tenant compte des caractéristiques des micro-vis (M0,5-M2), l'alimentateur à disque développé par Dankor résout complètement le problème de bourrage commun aux bols vibrants traditionnels. Il utilise un mécanisme de levage breveté de type roue à eau qui achemine continuellement les vis vers le haut du plateau tournant. Sous le plateau tournant, une pression négative générée par un générateur de vide absorbe les vis pour les alimenter. Cela élimine la possibilité physique de blocage des vis, réduisant le taux de blocage à 0.
(II) Prise de vide pour l'extraction des vis : La clé pour éviter les vis inclinées ou tombantes
La méthode d'extraction de la vis affecte directement la perpendicularité du verrouillage. Pour les micro-vis, même une inclinaison de 1° peut provoquer un filetage croisé ou une fausse assise. La méthode de préhension par le vide, qui utilise la double structure "guidage par buse + adsorption de la pression négative", associée à la précision de positionnement répété de l'alimentateur à disque de Danikor (±0,05 mm), garantit la perpendicularité de la vis. En outre, il est doté d'une fonction de surveillance de la pression négative. Si une vis n'est pas correctement prélevée, si elle est inclinée ou si elle tombe, le système émet immédiatement une alerte et arrête le processus de verrouillage, empêchant ainsi les produits défectueux de passer au processus suivant.
(III) Tournevis électrique intelligent pour le serrage : Contrôle de précision et traçabilité des données
L'outil de serrage détermine directement la qualité du verrouillage. Le tournevis électrique intelligent de Danikor utilise un double contrôle en boucle fermée pour le couple et l'angle. Des capteurs de couple et des encodeurs angulaires intégrés de haute précision capturent les données de couple et d'angle en temps réel pendant le processus de serrage, avec une précision allant jusqu'à 6σ ±5 %. Il peut identifier avec précision diverses conditions de serrage défectueuses :
Si le couple atteint la valeur définie mais que l'angle ne répond pas aux exigences, il s'agit d'un filetage croisé.
Si l'angle atteint la valeur définie mais que le couple ne répond pas aux exigences, il s'agit d'une fausse assise.
Lorsqu'un défaut survient, le système alerte et marque automatiquement le produit défectueux, tout en téléchargeant simultanément les données vers le système MES. Les données de serrage de chaque vis sont liées à un numéro de série unique du produit, ce qui permet une traçabilité complète du cycle de vie, de la matière première au véhicule fini, répondant ainsi pleinement aux exigences de la norme IATF 16949.
La qualité du verrouillage des caméras automobiles est directement liée à la sécurité de conduite de chaque propriétaire de véhicule. Une machine professionnelle de fixation automatique des vis est l'équipement de base garantissant cette qualité de verrouillage. En adoptant la solution combinée d'un alimentateur à disque, d'une visseuse à vide et d'une visseuse électrique intelligente pour le serrage, le contrôle de la qualité est assuré tout au long du processus d'alimentation, de prise de vis et de serrage. Cela permet de résoudre efficacement les principaux problèmes liés à la fixation par microvis, notamment les blocages, les vis inclinées, la précision insuffisante et les difficultés de traçabilité.