Voir la traduction automatique
Ceci est une traduction automatique. Pour voir le texte original en anglais cliquez ici
#Tendances produits
{{{sourceTextContent.title}}}
Vis déraillée ? - Une analyse complète des différents risques de blocage dans l'alimentation automatisée par vis
{{{sourceTextContent.subTitle}}}
système d'alimentation automatique à vis, bolf feeder, low jamming screw feeder
{{{sourceTextContent.description}}}
Grâce aux progrès rapides de l'automatisation, les systèmes d'alimentation automatique en vis sont devenus omniprésents dans les lignes automatisées d'assemblage de boulons. Par rapport au travail manuel traditionnel, ils réduisent le travail répétitif, diminuent la fatigue de l'opérateur, garantissent une présentation très régulière des vis et maintiennent les vis disponibles en permanence, ce qui raccourcit efficacement le cycle de réapprovisionnement.
Néanmoins, sur les lignes de production réelles, les vis se bloquent toujours. Des incohérences dans les vis entrantes, une répétabilité limitée du positionnement, des tolérances dans le mécanisme de serrage et une logique de contrôle des mouvements défectueuse sont autant de causes d'arrêts qui nécessitent une intervention manuelle et nuisent à l'efficacité globale de l'équipement.
Bourrages à l'intérieur de la structure de l'alimentateur
La conception mécanique de l'alimentateur lui-même est le premier facteur à prendre en compte.
La première étape consiste à transporter les vis de la trémie sur le rail à vibration linéaire. Si la pression de l'air de soufflage est instable ou si la buse est réglée trop haut, les vis non conformes ne sont pas rejetées à temps et s'accumulent, bloquant l'entrée.
Une fois sur le rail, les vis avancent par vibration. Après une longue utilisation, des perturbations externes désynchronisent la fréquence vibratoire ; les vis avancent alors de manière irrégulière. Une amplitude excessive fait rebondir les vis verticalement et les fait décrocher. L'huile et la saleté transportées par les vis augmentent également la friction sur le rail et provoquent des blocages d'empilage.
À la sortie du rail, la vis doit être transférée dans le séparateur. Si l'embouchure du rail et l'entrée du séparateur sont même légèrement désalignées, les vis se coincent ou s'empilent et le séparateur ne peut pas les couper. Une vis qui n'est pas entièrement entrée dans le séparateur bloquera le cycle suivant.
Bourrages dans les tubes d'alimentation
Après la séparation, la vis est soufflée vers le nez à travers un tube en polyuréthane ou PA.
Les variations du diamètre intérieur, les parois minces qui s'affaissent lorsque le tube est plié dans des rayons étroits, ou simplement la mauvaise taille de tube pour le rapport longueur/diamètre de la vis, créent tous des points d'étranglement à haut risque.
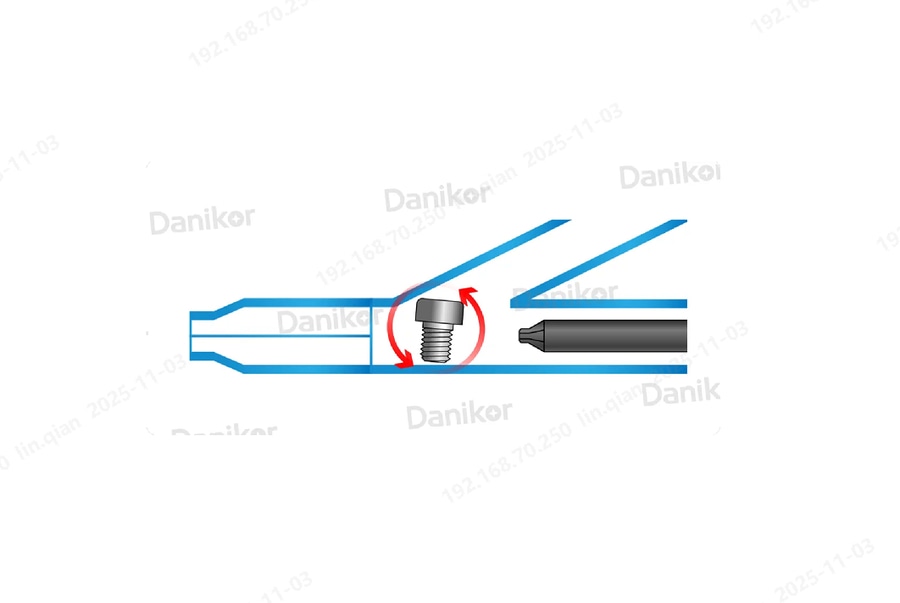
Blocages dans la buse de soufflage ou d'aspiration
Les vis existent dans de nombreuses tailles et les conditions de serrage varient. Si le rapport longueur/diamètre est trop faible, la vis peut basculer au niveau de la jonction à trois voies à l'intérieur du module de nez et se bloquer. (Voir "Facteurs clés pour l'automatisation d'une seule vis")
Logique de commande de mouvement incorrecte
Même lorsque le matériel et les vis sont parfaits, une logique PLC défectueuse peut demander une vis alors qu'il y en a déjà une. Une deuxième vis est alors soufflée dans le nez, ce qui provoque un blocage immédiat.
Les interférences électromagnétiques provenant d'équipements voisins peuvent également déclencher des signaux parasites de "demande de vis" et produire la même condition de double alimentation.