Voir la traduction automatique
Ceci est une traduction automatique. Pour voir le texte original en anglais cliquez ici
#Tendances produits
{{{sourceTextContent.title}}}
Analyse des différents risques de bourrage dans l'alimentation automatique par vis
{{{sourceTextContent.subTitle}}}
Alimentation automatique des vis, taux de blocage des vis, Danikor
{{{sourceTextContent.description}}}
Avec le développement rapide de la technologie de l'automatisation, les systèmes d'alimentation automatique en vis ont été largement adoptés dans les applications d'assemblage automatisé de boulons. Par rapport aux opérations manuelles traditionnelles, ces systèmes réduisent non seulement la charge de travail répétitive et la fatigue de l'opérateur, mais garantissent également une stabilité d'alimentation constante et raccourcissent le cycle d'approvisionnement en vis grâce à une alimentation continue et automatique.
Cependant, pendant le fonctionnement réel de la ligne, les facteurs suivants - constance de l'alimentation en vis, répétabilité de la position, précision d'usinage du mécanisme de serrage et logique de contrôle des mouvements - peuvent tous contribuer au blocage. Une intervention humaine est alors nécessaire pour éliminer le défaut, ce qui affecte directement l'efficacité de la production.
Pourquoi le blocage se produit-il ? Le bourrage est un problème complexe au niveau du système dont les risques ne peuvent être ignorés. Selon le flux d'alimentation et de serrage automatique des vis utilisé sur une ligne de production réelle, nous sommes généralement confrontés aux risques de blocage suivants.
Blocage de la structure de l'alimentateur
La conception structurelle de la visseuse elle-même est directement liée au blocage. Dans un premier temps, les vis présentes dans la trémie doivent être triées sur la piste de vibration linéaire. Au cours de ce processus de tri, si le flux d'air soufflé est instable ou si la buse est réglée trop haut, les vis anormales ne sont pas rejetées à temps, ce qui entraîne une accumulation et un bourrage.
Ensuite, après avoir pénétré dans la piste de vibration linéaire, les vis sont entraînées vers l'avant par les vibrations. Après une utilisation prolongée, des perturbations externes peuvent provoquer une résonance instable de la fréquence de vibration, de sorte que les vis avancent à des rythmes irréguliers. Une amplitude de vibration excessive fait rebondir les vis sur la piste et les fait caler. Avec le temps, la saleté et l'huile des vis augmentent également la résistance au glissement, ce qui provoque à nouveau des empilements et des blocages.
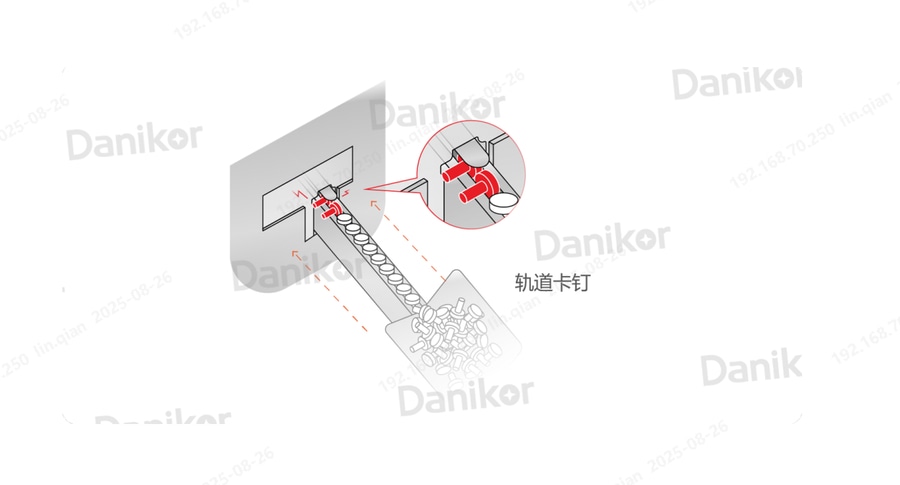
Dans la section d'indexation (coupe), si la sortie de la piste linéaire est mal alignée avec l'entrée de l'échappement (indexeur), les vis peuvent s'empiler à l'entrée et l'indexeur ne peut pas couper une seule vis. Les vis qui ne sont pas complètement entrées dans l'indexeur peuvent également être coupées de manière incorrecte, ce qui entraîne un blocage.
Blocage du tube de soufflage
Une fois les vis séparées et soufflées dans le tube de soufflage jusqu'à l'embouchure, plusieurs facteurs peuvent encore provoquer des blocages. La mauvaise qualité du tube est une cause majeure : si la tolérance du diamètre intérieur est mauvaise, ou si la paroi du tube est trop fine et se déforme lors d'un routage complexe, des blocages se produiront.
En outre, si le rapport longueur/diamètre de la vis n'a pas été soigneusement évalué lors de la sélection, une taille de tube inappropriée ou un rayon de courbure inadapté entraîneront également des blocages.
Blocage de l'embout de soufflage/aspiration
Étant donné que les spécifications des vis varient considérablement et que les conditions de serrage diffèrent, une évaluation inadéquate du rapport longueur/diamètre de la vis et des exigences de l'application peut entraîner le retournement des vis ou leur blocage au niveau de la fourche à trois voies située à l'intérieur du nez.
Une mauvaise sélection peut également entraîner une longueur de filetage exposée insuffisante une fois que la vis est maintenue par les mâchoires de la pince de serrage, ce qui rend impossible l'engagement du trou à l'avance. En outre, si le nez d'aspiration est de dimensions incorrectes ou si la concentricité entre l'embout et le tube d'aspiration est mauvaise, la vis peut être saisie de travers, ce qui entraîne un désalignement et un échec du serrage.
Logique de commande de mouvement incorrecte
Au-delà des facteurs liés au matériel et à l'équipement, un signal de demande de vis mal programmé peut générer de faux déclenchements, entraînant une double alimentation. Par exemple, après qu'une vis a déjà été soufflée vers la buse, une deuxième vis est immédiatement soufflée, laissant deux vis à la buse et provoquant un bourrage.
En outre, un équipement spécial sur site peut interférer avec les signaux du chargeur, déclenchant par inadvertance le solénoïde d'air de soufflage et produisant également une double alimentation.
Ce qu'il faut retenir
Les bourrages dans les systèmes d'alimentation automatique par vis sont multifactoriels. Ce n'est qu'en prenant systématiquement en compte la conception de l'alimentateur, la qualité du tube, la géométrie du nez et la robustesse de la logique de commande que l'on peut minimiser le risque et maximiser le temps de fonctionnement de la ligne.





