#Actualités du secteur
G-code pour imprimantes de recherche LPBF
SnowWhite2 & MetalOne
Le G-code comme avantage pour les systèmes de recherche par fusion laser sur lit de poudre
Le G-code, développé à l'origine comme un langage de programmation de commande numérique (CN) standardisé, est largement utilisé pour définir les trajectoires d'outils et les opérations pour les machines à commande numérique par ordinateur (CNC). Son adoption comme standard de facto pour les imprimantes 3D à fabrication de filament fondu (FFF) souligne sa polyvalence et son acceptation généralisée. Les commandes G-code sont grossièrement classées en trois catégories : mouvement, sélection d'outil et fonctions spéciales.
Commandes G-code de base
Commandes de mouvement (G0/G1) : Ces commandes dictent le mouvement des axes de la machine. G0 dénote typiquement un mouvement rapide sans extrusion, tandis que G1 spécifie un mouvement linéaire contrôlé, souvent accompagné d'une action telle que l'extrusion en FFF ou l'activation du laser dans les systèmes laser.
G0 X10 : Déplace l'axe X vers la position 10 mm depuis l'origine.
G0 X10 Y15 : Déplace l'axe X vers 10 mm et l'axe Y vers 15 mm depuis l'origine.
G1 X20 Y20 E10 : Déplace l'axe X vers 20 mm et l'axe Y vers 20 mm depuis l'origine, tout en effectuant simultanément une action quantifiée par le paramètre E (par exemple, extrusion de 10 mm de filament en FFF).
G1 Z0.1 : Translate l'axe Z de 0,1 mm, couramment utilisé pour les changements de couche en fabrication additive.
Commandes de sélection d'outil (T) : Ces commandes permettent la sélection d'outils ou de configurations spécifiques. Le format est un T suivi d'un entier non négatif.
T0 : Sélectionne l'outil 0.
T1 : Sélectionne l'outil 1.
T5 : Sélectionne l'outil 5.
Implémentation du G-code dans les systèmes de fusion sur lit de poudre par laser (PBF)
Dans les systèmes de fabrication additive laser, en particulier pour les applications de recherche impliquant des lits de poudre, le G-code offre une méthode robuste et précise pour contrôler la trajectoire du laser et les paramètres opérationnels. Ici, l'axe E (souvent utilisé pour l'extrusion en FFF) est réaffecté pour contrôler l'activation du laser. Lorsque le paramètre E est défini sur une valeur non nulle pendant une commande de mouvement G1, il signale que le laser doit être actif pendant toute la durée de ce mouvement.
De plus, les commandes de sélection d'outil (T) sont utilisées stratégiquement pour définir des paramètres laser spécifiques, tels que la puissance du laser et la vitesse de balayage. Cette capacité est cruciale pour la recherche, car elle permet des expérimentations rapides et systématiques avec différents paramètres de traitement au sein d'une même construction. Par exemple :
gcode
T0 ; Sélectionne l'outil 0, correspondant à un ensemble prédéfini de paramètres laser (ex. vitesse, puissance)
G1 X15 Y15 E1 ; Déplace le laser de sa position actuelle vers (15,15) avec le laser activé en utilisant les paramètres définis par T0.
Exemple illustratif : Dessiner un carré avec des paramètres laser variables
La séquence G-code suivante démontre la capacité à appliquer différents paramètres laser à différents segments d'une géométrie, une fonctionnalité précieuse pour la recherche en science des matériaux et l'optimisation des processus. Cet exemple dessine un carré de 1 cm sur le lit de poudre, en appliquant les paramètres de T0 pour les lignes horizontales et de T1 pour les lignes verticales.
gcode
T0 ; Définit les paramètres laser pour les lignes horizontales (ex. Puissance A, Vitesse B)
G0 X10 Y10 ; Mouvement rapide vers le coin de départ du carré (10,10)
G1 X20 Y10 E1 ; Dessine la première ligne horizontale de (10,10) à (20,10) avec laser activé (réglages T0)
T1 ; Définit les paramètres laser pour les lignes verticales (ex. Puissance C, Vitesse D)
G1 X20 Y20 E1 ; Dessine la première ligne verticale de (20,10) à (20,20) avec laser activé (réglages T1)
T0 ; Re-sélectionne les paramètres T0
G1 X10 Y20 E1 ; Dessine la deuxième ligne horizontale de (20,20) à (10,20) avec laser activé (réglages T0)
T1 ; Re-sélectionne les paramètres T1
G1 X10 Y10 E1 ; Dessine la deuxième ligne verticale de (10,20) à (10,10) avec laser activé (réglages T1)
Fonctionnalité étendue grâce à la manipulation du G-code
La nature ouverte et textuelle du G-code offre des avantages significatifs pour les chercheurs, permettant des fonctionnalités avancées que les logiciels de slicing standard ne proposent pas directement. En modifiant ou générant du G-code par programmation, les chercheurs peuvent mettre en œuvre de nouvelles stratégies de traitement et explorer des comportements complexes des matériaux. Deux exemples notables incluent la refusion et les motifs de remplissage personnalisés.
Refusion
La refusion est une technique utilisée pour améliorer la qualité de surface et la densité des pièces fabriquées. Elle implique un second passage du laser sur le matériau solidifié, en se concentrant généralement sur les contours externes de chaque couche. Bien que les sliceurs FDM permettent souvent de contrôler le nombre de périmètres (ou « peaux ») et les trajectoires d'outils associées, la mise en œuvre de la refusion dans un système laser PBF peut être réalisée en manipulant intelligemment le G-code généré.
Spécifiquement pour chaque couche (c'est-à-dire juste avant un incrément positif de l'axe Z), les segments G-code correspondant aux contours externes (souvent identifiés par des changements d'outil spécifiques) peuvent être dupliqués. Cette duplication crée effectivement un second passage, permettant au laser de refondre les zones désignées. Cette approche offre un contrôle précis sur la stratégie de refusion sans nécessiter de modifications de l'algorithme de slicing principal.
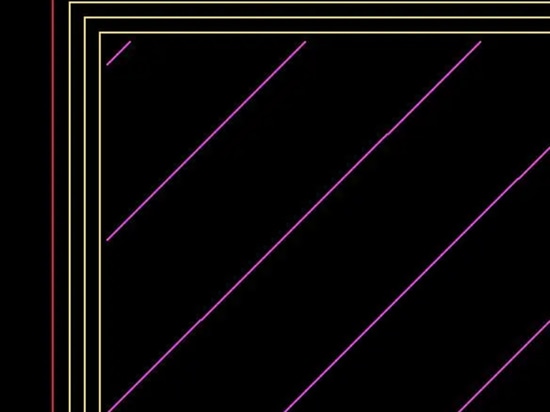
Remplissage avec des motifs personnalisés
La structure ligne par ligne du G-code facilite également l'implémentation de motifs de remplissage personnalisés sans modifier le logiciel de slicing. Ceci est particulièrement utile pour étudier comment différentes géométries internes affectent les propriétés mécaniques ou la dissipation thermique.
Le processus implique typiquement :
Identification des lignes de remplissage : La première étape consiste à identifier avec précision les lignes G-code qui constituent le remplissage. Dans notre configuration utilisant Cura pour metalONE, par exemple, l'outil 4 (T4) est exclusivement désigné pour les opérations de remplissage. Cela permet une identification simple des blocs G-code pertinents.
Génération et transformation de motifs : Une fois les lignes de remplissage identifiées, un motif souhaité d'une largeur et d'une hauteur spécifiques peut être généré par programmation. Crucialement, comme chaque ligne G-code définit un segment avec une direction implicite dans le plan XY, cette information peut être utilisée pour orienter et faire pivoter correctement le motif personnalisé afin qu'il s'aligne sur la direction de mouvement prévue du laser. Cela permet la création de structures internes hautement spécialisées qui peuvent varier couche par couche ou même au sein d'une seule couche.
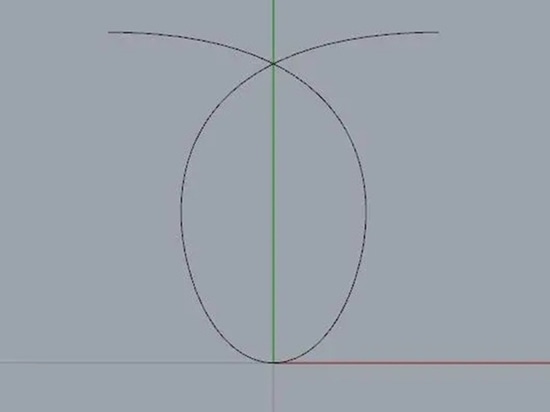
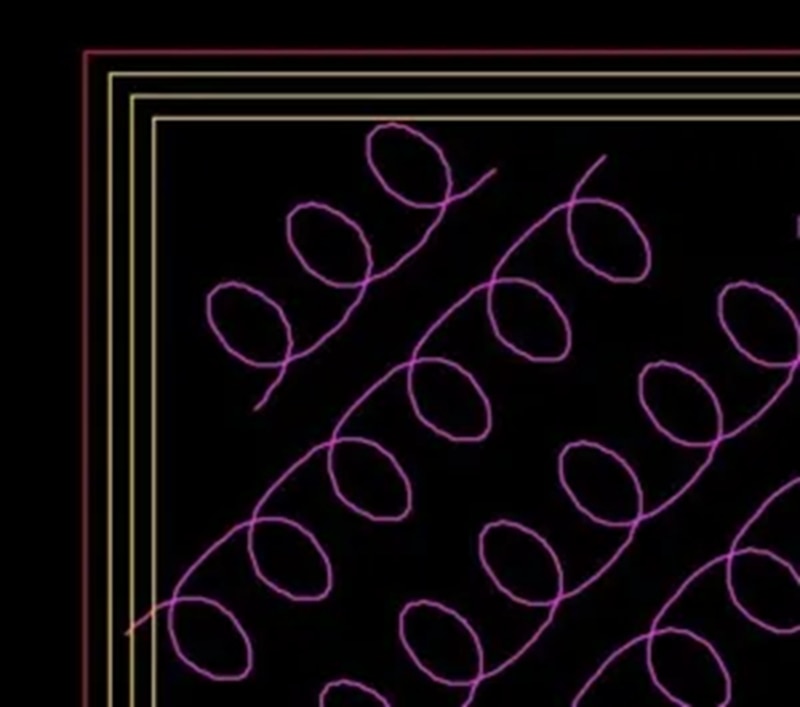
Pour tester notre idée, nous avons conçu ce motif :
[Puis nous avons généré le G-code correspondant et écrit un script Python qui a remplacé chaque occurrence des mouvements de l'outil T4 par une répétition de notre motif exprimé via le G-code correctement rotatif.]
Conclusion
La flexibilité inhérente et la compréhension répandue du G-code en font un langage exceptionnellement avantageux pour contrôler les systèmes laser dans les environnements de recherche. Il fournit aux chercheurs un contrôle fin sur les trajectoires laser et les paramètres de traitement, facilitant le prototypage rapide de conceptions expérimentales et des investigations approfondies des interactions matériau-processus.