#Tendances produits
Snowwhite2 : Travailler avec des poudres thermoplastiques à bas point de fusion
Flexibilité et innovation en impression SLS
Le système Sharebot SnowWhite² est conçu pour traiter une large gamme de poudres thermoplastiques, des matériaux haute performance (avec des températures de chambre de construction jusqu’à 190 °C dans la version standard et 350 °C dans la version HT) aux polymères à bas point de fusion avec des températures de fusion inférieures à 100 °C.
Lorsque l’on travaille avec des poudres à bas point de fusion, il est essentiel d’ajuster la stratégie de gestion thermique à l’intérieur de la chambre de construction. Les paramètres de chauffage par défaut sont optimisés pour des matériaux ayant des points de fusion beaucoup plus élevés ; les appliquer directement pourrait entraîner un chauffage excessivement agressif et une dégradation potentielle du matériau.
Contrôle du chauffage par lampes
Le SnowWhite² utilise des lampes halogènes pour chauffer le lit de poudre. La quantité d’énergie délivrée à la poudre dépend des réglages d’intensité minimale et maximale des lampes.
Les matériaux à bas point de fusion nécessitent généralement un échauffement plus doux et plus progressif, souvent en une seule étape. Pour y parvenir, l’utilisateur doit ajuster finement la plage de puissance des lampes. Cela se fait en activant le plugin « Lamps Control », qui débloque les paramètres « Lamps Min » et « Lamps Max ». En ajustant ces valeurs, on contrôle précisément les limites inférieure et supérieure de l’intensité des lampes, garantissant ainsi une courbe de chauffe plus régulière.
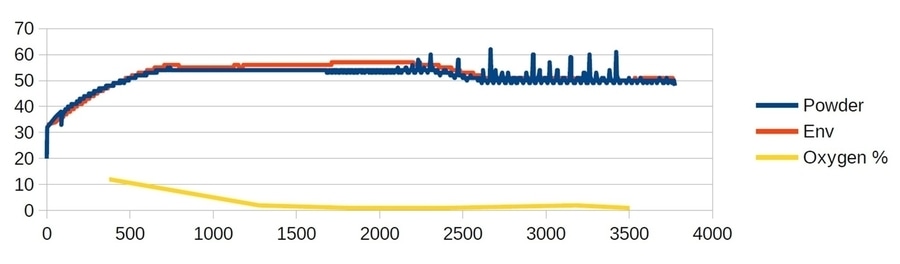
Équilibre thermique
Une fois la température de chambre souhaitée atteinte, le système doit rester à l’équilibre thermique pendant au moins 15 minutes. Cette phase de stabilisation garantit que tous les composants de la machine et la poudre atteignent des conditions de température uniformes avant le début de l’impression.
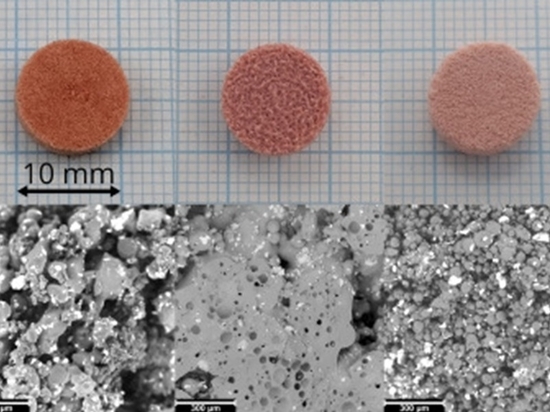
Exemple d’application : Polycaprolactone (PCL)
Température de la chambre d’impression : 55–60 °C
Comportement du matériau : Le PCL est très sensible aux fluctuations de température et possède une fenêtre de process très étroite. Pour obtenir un échauffement doux et contrôlé, nous avons ajusté les réglages de puissance des lampes par rapport aux valeurs par défaut :
Réglages d’origine :
Minimum : 20 %
Maximum : 100 %
Réglages personnalisés pour le PCL :
Minimum : 0 %
Maximum : 20 %
Ces ajustements réduisent considérablement le stress thermique sur la poudre et permettent un frittage constant et de haute qualité des matériaux à bas point de fusion.