#Tendances produits
Comment définir les paramètres de pression et de temps – Test de fuite par bulles ASTM D3078
Quel niveau de vide peut-on appliquer pour détecter de vraies fuites — sans déformer ni endommager l’emballage ?
Quel niveau de vide faut-il appliquer pour détecter de vraies fuites sans endommager l’emballage ?
Dans les essais de détection de fuites pour emballages souples, l’une des questions les plus fréquentes est la suivante : quel niveau de vide est suffisant pour détecter une fuite sans déformer l’emballage ni générer de faux résultats ? Dans cette vidéo, nous expliquons comment définir les bons paramètres d’essai selon la norme ASTM D3078, la méthode standard utilisée pour détecter les fuites grossières dans les emballages souples par émission de bulles.
Vous découvrirez :
Comment définir les bons paramètres d’essai sous vide
Ce que la norme ASTM D3078 précise et ce qu’elle laisse à l’appréciation de l’utilisateur
Comment améliorer la fiabilité des résultats dans des conditions réelles de laboratoire
Nous partagerons également une recommandation pratique qui n’est pas explicitement mentionnée dans ASTM D3078, mais qui peut améliorer de manière significative la cohérence de vos résultats de détection de fuites.
Ce que dit réellement l’ASTM D3078
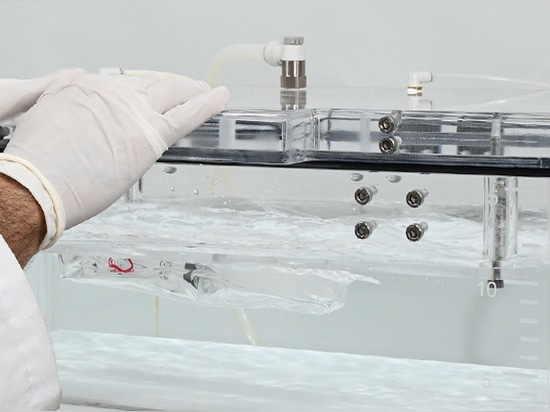
La norme ASTM D3078 décrit le test de fuite par émission de bulles pour les emballages souples. L’emballage est immergé dans l’eau, un vide est appliqué, puis l’opérateur observe l’apparition éventuelle de bulles. Une émission continue ou localisée de bulles indique une fuite. Si aucune bulle n’apparaît et qu’aucun liquide ne pénètre dans l’emballage, l’échantillon est conforme.
Cependant, la norme ne définit ni un niveau de vide universel, ni un temps d’exposition fixe pour tous les emballages. Cela s’explique par le fait que le comportement de l’emballage varie selon le matériau, les dimensions, la conception du scellage et la résistance mécanique. Chaque laboratoire doit donc déterminer ses propres paramètres de fonctionnement.
La norme recommande d’appliquer le vide progressivement, à raison d’environ 1 pouce de mercure par seconde, afin d’éviter des contraintes excessives sur l’emballage. Une fois le niveau de vide choisi atteint, celui-ci doit être maintenu pendant au moins 30 secondes pendant l’observation de l’échantillon. Ce que l’ASTM D3078 ne précise pas, c’est quel niveau de vide doit être utilisé. C’est là qu’une méthodologie pratique devient essentielle.
Comment définir le bon niveau de vide
L’ASTM D3078 indique que l’utilisateur doit appliquer le niveau de vide le plus élevé capable de révéler des fuites sans déformer ni endommager l’emballage. Pour le déterminer, trois facteurs limitants doivent être pris en compte :
La fragilité de l’emballage
L’expansion de l’emballage sous pression réduite
La pression d’ébullition du fluide d’immersion
Sur la base de l’expérience pratique, DVACI recommande également de prendre en compte un quatrième facteur : l’altitude et les variations de pression atmosphérique, notamment lorsque l’emballage est exposé au transport ou au fret aérien.
1. Fragilité de l’emballage
Avant de choisir le niveau de vide, il est essentiel d’identifier la pression de rupture de l’emballage, c’est-à-dire le point à partir duquel il commence à se déformer, à se délaminer ou à céder sous vide.
Chez DVACI, nous recommandons d’utiliser environ 70 % du niveau de rupture de l’emballage comme niveau de vide de travail. Cela permet d’obtenir une différence de pression suffisante pour révéler les fuites tout en préservant l’intégrité de l’emballage.
Exemples :
Si l’emballage cède à –70 kPa, un niveau d’essai pratique est d’environ –50 kPa
S’il cède à –50 kPa, le niveau d’essai doit être proche de –35 kPa
Cette méthode est simple à reproduire, facile à valider et particulièrement utile en laboratoire. Certains formats d’emballage, comme les conceptions easy-open ou à zones de scellage volontairement faibles, sont moins résistants dans certaines zones. Dans ces cas, le vide sélectionné doit rester en toute sécurité en dessous du seuil de rupture mesuré.
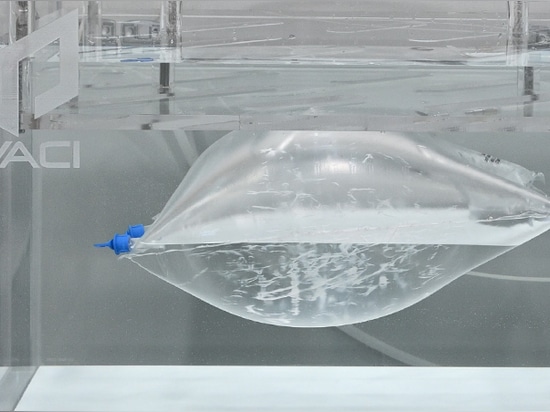
2. Expansion de l’emballage sous vide
Certains emballages souples peuvent se dilater fortement sous vide sans pour autant se rompre. Même en l’absence de dommage visible, cette expansion modifie les conditions internes de l’emballage : le volume augmente, la pression interne diminue, et la sensibilité du test peut être réduite.
Ce comportement peut conduire à des conditions d’essai qui ne représentent pas fidèlement les performances réelles de l’emballage. Bien que la déformation puisse être estimée mathématiquement, ces calculs sont souvent difficiles à appliquer de manière cohérente dans les contrôles qualité de routine.
Pour simplifier ce processus, DVACI a développé un outil basé sur l’IA qui aide les laboratoires à déterminer des niveaux de vide recommandés en fonction du type d’emballage et des conditions d’essai. En saisissant les données pertinentes, l’utilisateur reçoit une orientation pratique pour la sélection des paramètres. Cet outil est disponible pour les laboratoires utilisant les équipements DVACI.
3. Pression d’ébullition et dégazage du fluide d’immersion
Le troisième facteur dépend du fluide d’essai utilisé pendant l’immersion. La pression et le comportement d’ébullition sont directement liés. De la même manière que l’eau bout à une température plus basse en altitude, le même principe s’applique dans une chambre à vide lorsque la pression diminue.
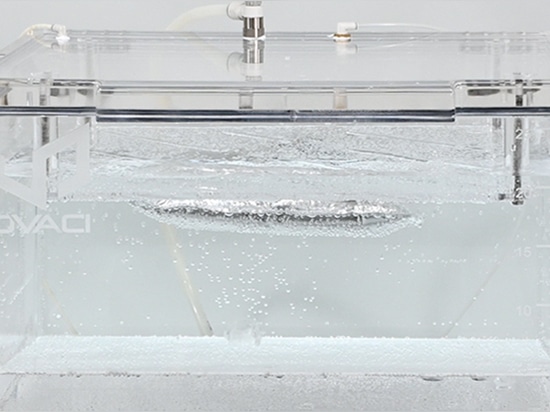
Si l’emballage présente une fuite, le gaz interne se dilate et produit des bulles. Mais si le niveau de vide est trop élevé, le fluide d’essai lui-même peut commencer à produire des bulles, ce qui fausse l’interprétation.
À 25 °C, l’eau bout à environ 3,17 kPa absolus, un niveau de pression rarement atteint dans les essais courants conformes à l’ASTM D3078. Toutefois, le dégazage commence bien avant l’ébullition réelle. En pratique, l’air dissous peut commencer à se libérer à partir d’environ 15 kPa absolus, selon la température de l’eau et la teneur en gaz dissous.
Dans ce cas, les bulles observées peuvent ne plus provenir de la fuite de l’emballage, mais du fluide lui-même. Cela réduit la fiabilité de l’essai et complique l’interprétation visuelle.
Pour cette raison, DVACI recommande d’identifier visuellement la pression à laquelle le dégazage du fluide commence dans votre système spécifique. Ce point définit la limite supérieure sûre de vide pour l’essai.
Recommandation DVACI pour les essais à vide élevé
Lorsque des niveaux de vide élevés sont nécessaires, DVACI recommande de dégazer préalablement le fluide d’immersion conformément à la norme ASTM D4991. Une méthode pratique consiste à effectuer un cycle de vide sans échantillon, à maintenir la pression cible pendant au moins 10 minutes, puis à remettre la chambre à pression atmosphérique.
Cette étape simple permet d’éliminer une grande partie des gaz dissous dans le fluide et contribue à réduire les fausses bulles lors des essais de fuite à vide élevé.
Fluides d’immersion alternatifs selon ASTM E515
Bien que l’eau soit le fluide d’immersion le plus utilisé pour les essais par émission de bulles, il peut être utile de consulter la norme ASTM E515, qui décrit d’autres fluides adaptés selon l’application. Dans certains cas, des fluides tels que l’éthylène glycol ou l’huile minérale peuvent offrir des avantages spécifiques selon les conditions d’essai ou le type de produit.
Simulation d’altitude et conditions de transport aérien
Une question fréquente des fabricants d’emballages est de savoir si leurs emballages risquent de fuir pendant le transport aérien. Les avions commerciaux fonctionnent généralement avec une pression cabine équivalente à environ 75 kPa absolus, ce qui représente une différence de pression d’environ –25 kPa par rapport aux conditions au niveau de la mer.
Ces valeurs sont cohérentes avec les conditions d’essai décrites dans la norme ASTM D6653, utilisée pour la simulation d’altitude appliquée aux emballages.
Par exemple, si un emballage présente un niveau de rupture proche de –30 kPa, DVACI recommande de réaliser deux essais complémentaires :
Un premier essai à –20 kPa, dans la plage de fonctionnement normale pour la détection de fuites selon ASTM D3078
Un second essai à –25 kPa, afin d’évaluer les performances de l’emballage sous les conditions typiques de pression cabine en avion
Avec le module de contrôle Model P de DVACI, il est possible de programmer jusqu’à quatre niveaux de vide différents dans un seul cycle, ce qui permet une évaluation contrôlée des performances de l’emballage sous plusieurs conditions de pression au cours d’un même essai.
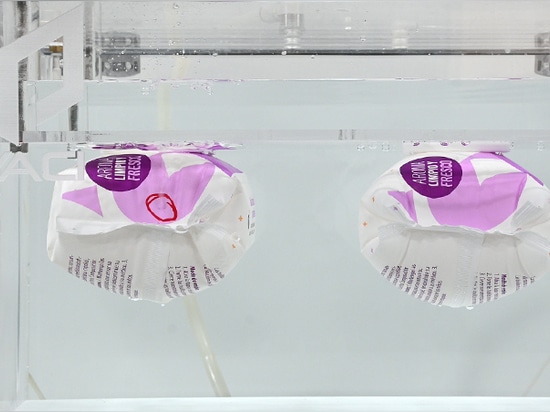
Valider le réglage avec un échantillon de contrôle
Avant de conclure, voici l’une des recommandations pratiques les plus utiles de DVACI : utiliser systématiquement un échantillon de contrôle.
Même si l’ASTM D3078 ne l’exige pas explicitement, utiliser un emballage présentant une fuite connue et confirmée est l’un des meilleurs moyens de vérifier que le réglage de l’essai est correct et capable de détecter de véritables défauts. Cela aide également à distinguer les vraies fuites des faux positifs causés par le dégazage du fluide, des problèmes de manipulation ou un mauvais choix du niveau de vide.
Un échantillon de contrôle améliore la validation de la méthode, renforce la confiance dans les résultats et favorise une détection de fuites plus fiable dans les opérations courantes d’assurance qualité.
Besoin d’aide pour définir les paramètres de votre essai de fuite ?
Si vous souhaitez que DVACI évalue vos échantillons d’emballage, remplissez le formulaire de contact sur dvaci.com. Notre équipe peut vous fournir une vidéo de démonstration gratuite avec des recommandations spécifiques selon votre type d’emballage, votre plage de vide et vos objectifs d’essai.
Si ce contenu vous a été utile, suivez notre stand et partagez-le avec vos équipes assurance qualité et ingénierie packaging.