#Tendances produits
ASTM F2096 Bubble Leak Test - Comment définir la pression et le temps
Paramètres techniques et reproductibles
Dans l’industrie pharmaceutique, nous partageons tous une responsabilité : garantir que chaque emballage stérile conserve son intégrité jusqu’à son utilisation finale. Une fuite n’est pas seulement un défaut : c’est une non-conformité réglementaire, un risque pour le patient et un problème que personne ne souhaite rencontrer.
Cela nous amène à une question fondamentale : comment définir la bonne pression d’essai et le temps d’observation approprié afin de révéler de vraies fuites sans endommager l’emballage ?
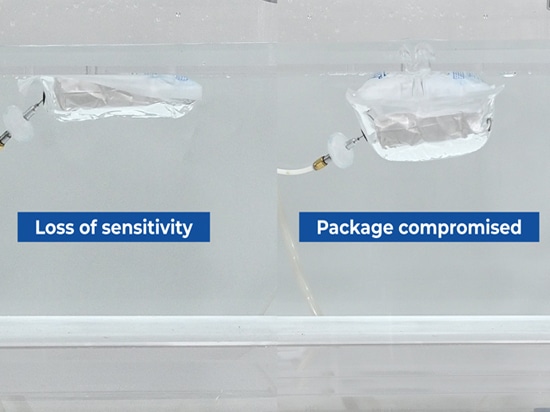
ASTM F2096 est la méthode la plus largement utilisée pour répondre à cette question, bien qu’elle laisse volontairement deux paramètres ouverts : la pression d’essai et le temps d’observation. Si ces paramètres sont mal sélectionnés, l’essai perd en sensibilité ou compromet des emballages pourtant intacts.
Aujourd’hui, nous allons vous montrer comment définir ces paramètres de manière technique et reproductible. Nous partagerons également une astuce que très peu de laboratoires appliquent, mais qui peut considérablement améliorer la fiabilité de votre essai. Restez jusqu’à la fin : il s’agit d’une information à forte valeur ajoutée.
Au passage, si vous souhaitez valider vos propres paramètres d’essai ou revoir la configuration de votre emballage avec notre équipe technique, vous pouvez visiter dvaci.com et remplir le formulaire de contact. Nous serons ravis de vous accompagner.
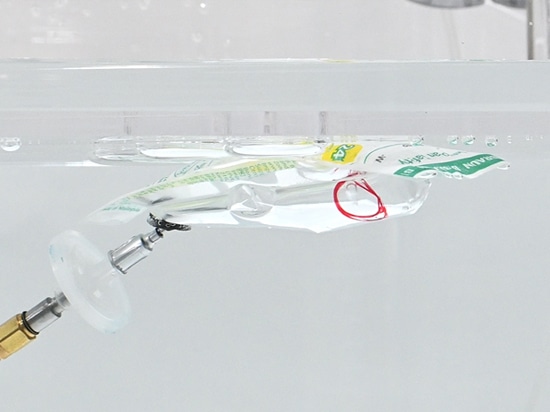
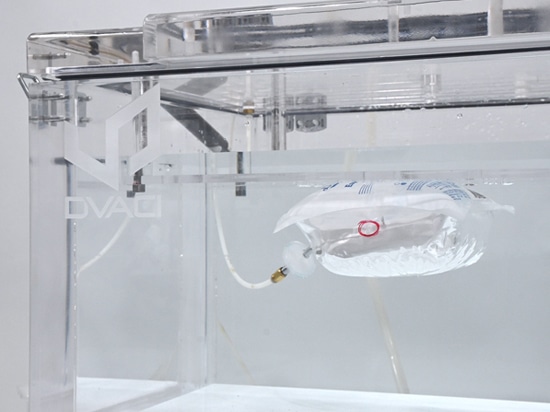
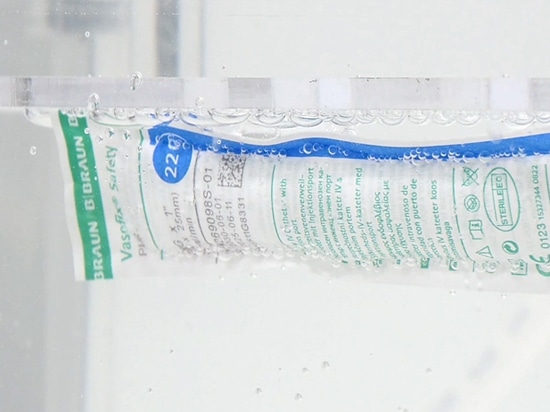
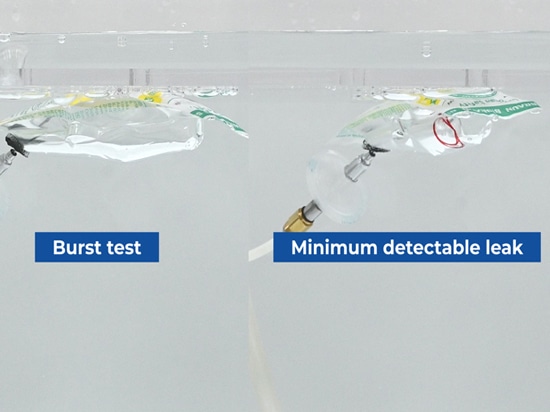
La norme établit un principe clair : l’emballage est pressurisé sous l’eau et observé afin de détecter un flux continu de bulles indiquant une fuite. Chaque laboratoire doit définir sa propre pression d’essai et son temps de maintien sous pression à l’aide d’une méthodologie validée. C’est ici que l’Échantillon de Contrôle devient essentiel.
ASTM F2096 exige tout d’abord l’utilisation d’un emballage présentant un défaut artificiel connu. Chez DVACI, nous avons publié une vidéo expliquant comment créer un Échantillon de Contrôle, et nous vous invitons à la visionner si ce n’est pas déjà fait. Cet échantillon est crucial car il permet d’identifier la pression minimale à laquelle une fuite réelle devient visiblement détectable sous l’eau. Cette pression constitue votre point de départ.
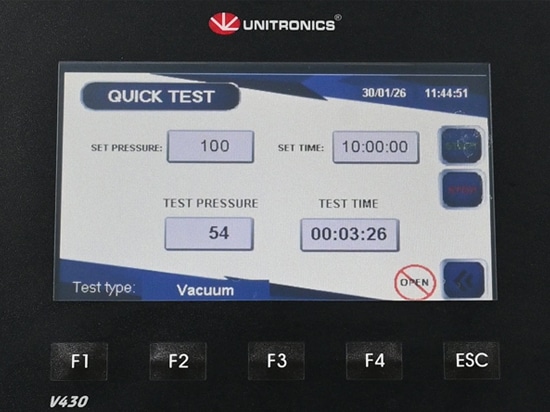
Une fois l’Échantillon de Contrôle pressurisé et la fuite clairement observée, nous obtenons la pression minimale de révélation de fuite. Cette valeur nous indique : « en dessous de cette pression, l’essai n’est pas valide ». Si nous souhaitons augmenter la sensibilité, nous pouvons légèrement augmenter la pression sans compromettre l’intégrité de l’emballage. Nous appliquons une règle simple et efficace : utiliser entre 10 % et 30 % au-dessus de la pression minimale à laquelle la fuite est apparue pour la première fois. Cela augmente la capacité de détection sans solliciter excessivement l’emballage.
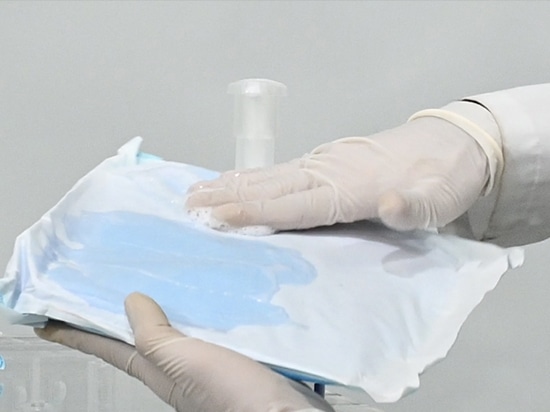
Pour les emballages poreux, tels que ceux fabriqués avec Tyvek®, la respirabilité naturelle du matériau peut générer des bulles qui ne correspondent pas à une fuite. ASTM F2096 reconnaît ce phénomène et recommande l’utilisation d’un agent bloquant. Nous disposons d’une vidéo dédiée montrant comment l’appliquer correctement. Si vous travaillez avec du Tyvek ou du papier médical, nous vous recommandons fortement de la consulter afin d’éviter les faux résultats et de définir des paramètres fiables.
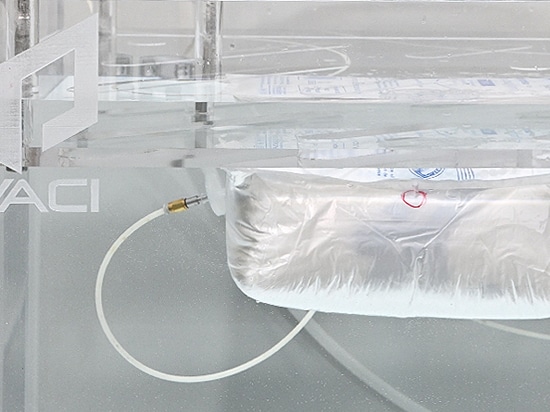
Une fois la pression d’essai définie, l’étape suivante consiste à établir le temps d’observation, en utilisant l’Échantillon de Contrôle comme référence minimale. Si l’Échantillon de Contrôle révèle une fuite en deux minutes, vous ne pouvez pas conclure qu’un emballage est intègre en l’observant moins longtemps. Le temps d’observation doit être égal ou supérieur au temps d’apparition de la fuite dans les conditions sélectionnées.
De plus, certains emballages peuvent modifier leur comportement sous pression interne : ils peuvent se gonfler, mettre les soudures sous tension, voire s’ouvrir lentement le long de la zone de soudure. Il est important de définir un temps maximal d’observation raisonnable et d’éviter d’interpréter un comportement mécanique tardif comme une fuite réelle.
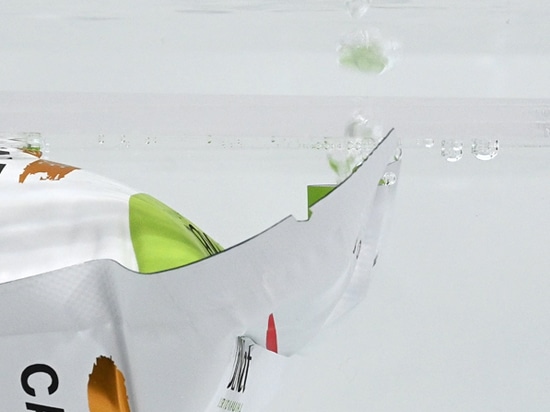
Voici une astuce que presque personne n’applique et qui peut améliorer significativement la fiabilité de l’essai : réaliser un essai de pression maximale, ou essai d’éclatement (burst test). Bien qu’il ne fasse pas partie de la méthode ASTM F2096, il est extrêmement utile. Augmenter la pression jusqu’à la rupture de l’emballage permet d’identifier sa limite supérieure d’intégrité. Lorsque vous connaissez à la fois la pression minimale de détection d’une fuite et la pression d’éclatement, la pression d’essai devient évidente, sûre et facilement défendable lors des audits réglementaires.
Nous publierons prochainement deux vidéos avec des exemples concrets : une pour un emballage non poreux et une pour un emballage poreux, où nous montrerons étape par étape comment définir les paramètres d’essai selon ASTM F2096 dans des applications pharmaceutiques réelles. Pour rester informé de ces études de cas, nous vous invitons à vous abonner à notre YouTube chaîne. Si ce contenu vous a été utile, partagez-le avec vos équipes qualité et production.
À bientôt pour le prochain essai.