Voir la traduction automatique
Ceci est une traduction automatique. Pour voir le texte original en anglais cliquez ici
#Tendances produits
{{{sourceTextContent.title}}}
Solution d'optimisation pour les points douloureux du serrage des vis sur une ligne de production d'aspirateurs robots
{{{sourceTextContent.subTitle}}}
Visseuse, visseuse électrique avec traçabilité des données, visseuse électrique avec contrôle d'angle
{{{sourceTextContent.description}}}
I. Principaux points problématiques des processus de fixation traditionnels sur les lignes d'assemblage d'aspirateurs robots
Dans le processus d'assemblage automatisé d'un aspirateur robot complet, la fixation du châssis est un processus critique qui affecte la qualité du produit et le temps de production. Le châssis d'un aspirateur robot est souvent une structure ABS circulaire et irrégulière. À l'intérieur, il intègre des composants de précision tels que des moteurs d'entraînement, des condensateurs et des faisceaux de câbles formés. Les points de fixation sont dispersés et la structure de la pièce à usiner est particulière. La production traditionnelle repose généralement sur le serrage manuel des vis, ce qui entraîne des problèmes de production de longue date tels qu'une faible précision, une faible efficacité, l'absence de traçabilité des données et des changements difficiles, limitant fortement les mises à niveau de l'automatisation de la chaîne de production.
1. Difficulté d'alignement lors du serrage manuel.
La structure irrégulière du châssis de l'aspirateur robot est complexe. Les points de fixation sont dispersés sur les côtés incurvés et sur la position centrale du moteur. Pendant le serrage manuel, les opérateurs doivent déplacer la pièce à plusieurs reprises et ajuster leur angle de travail. L'alignement des vis excentriques prend beaucoup de temps et manque de précision. La force appliquée par les opérateurs est irrégulière, ce qui entraîne facilement des problèmes tels que des vis flottantes ou des filets dénudés. Les opérations fréquentes risquent également de heurter et de rayer la coque du châssis. Dans les scénarios de production de masse en grande quantité, le taux de défectuosité du produit reste élevé, ce qui augmente considérablement les coûts de reprise et de mise au rebut.
2. La faible adaptabilité des fixations fixes limite le temps de production de la ligne.
Les stations de fixation traditionnelles utilisent des moules à positionnement fixe dédiés à un seul modèle de machine, ce qui se traduit par une faible adaptabilité. L'industrie des aspirateurs robots a une vitesse d'itération rapide des produits. Lorsqu'un nouveau modèle optimise la structure du châssis, l'outillage d'origine est directement mis au rebut, ce qui nécessite le développement et le traitement de nouveaux moules. Pendant le changement de moule, toute la chaîne d'assemblage doit s'arrêter et attendre, ce qui nuit gravement à l'efficacité globale de la production.
3. Les processus de serrage manuel traditionnels ne peuvent pas répondre aux exigences d'un contrôle de qualité intelligent.
Le serrage manuel traditionnel repose entièrement sur l'expérience de l'opérateur pour contrôler la force, sans fonctionnalité normalisée de réglage du couple ni module d'acquisition de données. Il est donc impossible de s'adapter à des processus de serrage différenciés pour des vis situées dans des positions différentes sur un aspirateur robot. En outre, aucune donnée n'est conservée pendant la production. Les contrôles de qualité en ligne ne permettent pas de vérifier les paramètres de serrage de chaque vis. Si une vis se desserre après l'expédition du produit, l'unité de production ne peut pas remonter aux données de la station ni identifier la cause première, ce qui ne permet pas de répondre aux normes raffinées de contrôle de la qualité et de traçabilité après-vente de l'industrie des appareils électroménagers intelligents.
II. Solution sur site ciblée de Danikor utilisant une machine à serrer les vis à servocommande
Pour résoudre les difficultés de fixation sur la chaîne d'assemblage des aspirateurs robots, Danikor adopte une solution complète combinant une visseuse électrique à position fixe et un module de serrage asservi. Cette solution remplace le serrage manuel et résout les problèmes de production traditionnels dans six domaines : efficacité, structure, processus, qualité, flexibilité et données.
Amélioration de l'efficacité du serrage, correspondant au temps de Takt continu de la ligne de production
Le module utilise une commande servoélectrique en boucle fermée. Par rapport aux modules traditionnels entraînés par des vérins pneumatiques, le temps de cycle combiné pour l'alimentation et la fixation des vis est amélioré de 25 à 30 %. Face au scénario d'une fixation dense et multipoint sur le châssis circulaire du robot, le module servo permet à la visseuse électrique fixe de changer rapidement de position, éliminant ainsi le temps perdu en raison de la mise en mémoire tampon du démarrage et de l'arrêt du vérin. Le temps de fixation par châssis est considérablement réduit et le rythme opérationnel de l'équipement correspond au temps de transport de la ligne.
Structure rationalisée et compacte, optimisant l'agencement dans les stations étroites
Après optimisation de la structure, l'empreinte globale du module d'asservissement est réduite de 43 % par rapport aux modules de vérins pneumatiques traditionnels. La station d'assemblage d'aspirateurs robots dispose d'un espace limité. Le module compact peut être monté directement au-dessus de la ligne d'assemblage, sans nécessiter de modifications majeures de la structure du châssis, ce qui permet d'économiser de l'espace.
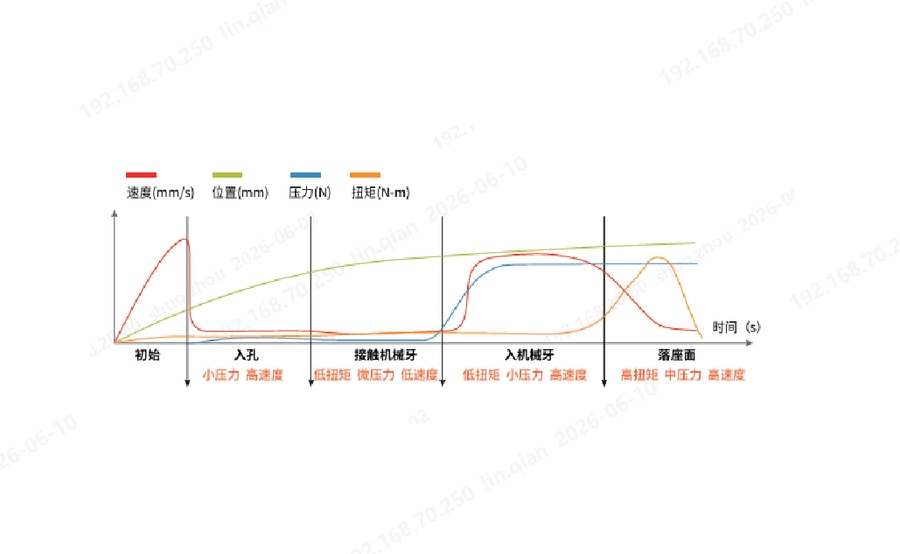
Pression descendante flexible et réglable, évitant d'endommager le boîtier en plastique et le filetage des vis
La pression descendante du module est contrôlable dynamiquement en temps réel tout au long du processus, contrairement à l'impact rigide causé par les anciens systèmes de pression à ressort. Le châssis de l'aspirateur robot est en plastique ABS. Pendant la fixation, le module ajuste la charge selon une logique segmentée : faible pression et vitesse élevée pour entrer dans le trou, puis pression cible pour engager le fil. Il n'y a pas de charge d'impact instantanée tout au long du processus, ce qui évite efficacement de mettre au rebut les filets dénudés et les boîtiers fissurés ou écrasés.
Contrôle flexible d'évitement des obstacles, s'adaptant aux composants situés à différentes hauteurs à l'intérieur du châssis
Le tube d'aspiration de la vis peut interrompre la fixation à n'importe quel endroit de sa course maximale de 250 mm, ce qui permet d'éviter les obstacles de manière flexible. À l'intérieur du châssis du robot, les composants tels que les moteurs et les condensateurs sont disposés à des hauteurs variables, ce qui entraîne des différences de hauteur importantes entre les points de fixation. La capacité d'évitement des obstacles du module lui permet de contourner automatiquement les éléments saillants de la pièce. Il n'est donc plus nécessaire d'ajouter des composants mécaniques sur l'axe Z pour l'évitement, ce qui réduit les coûts de matériel tout en simplifiant le programme de commande.
Surveillance de la prévention des erreurs de flottaison (assise), interception des défauts des vis flottantes en amont
En s'appuyant sur la fonction de détection de position intégrée au servomoteur, le module peut surveiller en temps réel un flottement anormal de la vis (assise incomplète) sans avoir besoin d'un capteur de déplacement supplémentaire. Dans la production de masse des aspirateurs robots, le flottement de la vis est un défaut de qualité fréquent. Le module recueille des données de position en temps réel pendant la course de serrage. Si une vis est détectée comme n'étant pas complètement assise (flottante), l'équipement émet immédiatement une alarme et s'arrête pour rejeter la pièce défectueuse, réduisant ainsi la production de produits retravaillés à la source.
Système hautement intégré, permettant un contrôle en boucle fermée avec des données de processus complètes
Le module d'asservissement intègre une unité de collecte de tous les éléments clés : vitesse, position, pression, couple et temps. Associé au tournevis électrique fixe, il forme une unité de serrage intégrée. Les données de l'ensemble du processus de serrage sont stockées en temps réel et peuvent être connectées de manière transparente au système MES de l'usine. Le système conserve intégralement la courbe du processus de serrage pour chaque vis, ce qui compense l'absence de conservation des données lors du serrage manuel. Il répond ainsi aux normes de contrôle de la qualité pour la traçabilité des produits finis et le diagnostic des défauts après-vente.
En outre, en cas d'itérations de produits ou de changements de modèles, il n'est pas nécessaire de démonter ou d'ajuster la position de montage de la visseuse électrique fixe. Seul le programme de coordonnées de mouvement du module doit être modifié dans le système de servocommande. Un seul ensemble d'équipements peut être compatible avec la production de plusieurs châssis circulaires de spécifications différentes, ce qui élimine les coûts élevés des arrêts de la chaîne de production pour les changements d'outillage traditionnels et le développement répété de moules.
Les solutions d'automatisation du serrage servo de haute précision de Danikor sont largement utilisées dans les scénarios d'assemblage de petits appareils intelligents. Outre la station de fixation du châssis des aspirateurs robots, cette solution peut être largement adaptée aux processus de fixation de divers composants de précision irréguliers, tels que les moteurs d'entraînement des aspirateurs, les boîtiers de commande principaux des petits appareils électroménagers et les dispositifs portables intelligents. Elle peut fournir aux fabricants d'appareils électroménagers des équipements normalisés et des solutions de serrage globales personnalisées non normalisées, contribuant ainsi à l'automatisation et à la mise à niveau intelligente des lignes de production.