Voir la traduction automatique
Ceci est une traduction automatique. Pour voir le texte original en anglais cliquez ici
#Tendances produits
{{{sourceTextContent.title}}}
Quels sont les composants du mécanisme de serrage automatique des vis ?
{{{sourceTextContent.subTitle}}}
serrage automatique de vis, système de vissage automatique, Danikor
{{{sourceTextContent.description}}}
Dans la fabrication moderne, le mécanisme automatique de fixation par vis est un équipement clé pour l'automatisation de l'assemblage et la garantie d'une qualité d'assemblage constante. Il est largement utilisé dans des secteurs tels que l'automobile, l'électronique, l'électroménager et l'aérospatiale. Grâce au fonctionnement coordonné de ses principaux composants, ce mécanisme transforme la fixation manuelle traditionnelle par vis en un processus automatisé efficace et précis, améliorant considérablement l'efficacité de la production et réduisant l'erreur humaine. L'équipement de base se compose principalement de quatre éléments : la machine d'alimentation en vis, le module de fixation, le mécanisme de mouvement et l'outil de fixation, qui fonctionnent tous ensemble pour réaliser l'ensemble du processus de fixation des vis.
I. Machine d'alimentation des vis
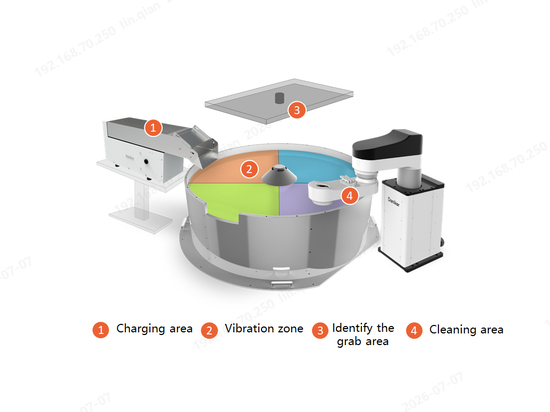
La principale responsabilité de la machine d'alimentation en vis est d'organiser les vis dispersées de manière aléatoire en une séquence ordonnée et de les acheminer de manière précise et cohérente vers la buse du pistolet de fixation. Cela garantit un approvisionnement continu et fiable en vis, constituant la base d'un processus automatisé ininterrompu. Actuellement, les machines d'alimentation en vis les plus utilisées dans les applications industrielles sont les distributeurs à bol vibrant et les distributeurs à plaque de poussée. Chaque type a ses propres principes de fonctionnement et ses propres applications :
Alimentateur à bol vibrant :
Son principe de base implique l'utilisation d'un vibrateur électromagnétique à la base pour générer des vibrations périodiques, ce qui entraîne un mouvement en spirale du bol. À l'intérieur du bol, des rails de guidage et des structures de criblage spécialement conçus rejettent automatiquement les vis mal orientées, ce qui permet aux vis de s'aligner de manière ordonnée et d'atteindre la sortie. Les vis sont ensuite transportées vers l'emplacement cible par un tuyau d'alimentation par soufflage. Ce type d'alimentateur convient aux vis standard allant de M2 à M6, offre une vitesse d'alimentation rapide et est idéal pour la production en grande quantité. Il est également relativement peu coûteux, ce qui permet de réduire les dépenses d'approvisionnement des entreprises.
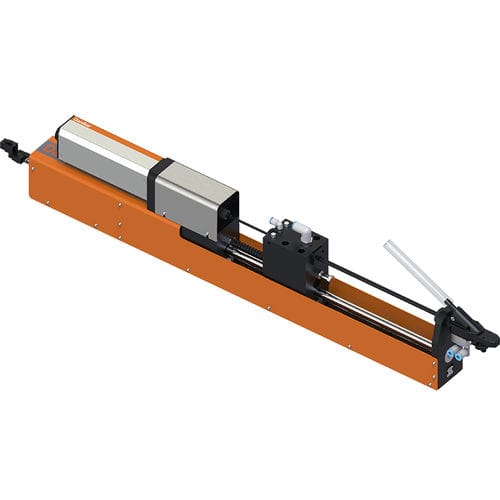
Margeur à échelons :
Cet alimentateur utilise un cylindre pneumatique pour entraîner une plaque de poussée dans un mouvement de va-et-vient linéaire, poussant les vis pas à pas sur une piste vibrante linéaire. Par rapport aux distributeurs à bol vibrant, les distributeurs à plaque poussante n'ont pas de source de vibration, ce qui réduit la production de débris et minimise les dommages causés à la surface des vis. Ils conviennent pour les vis de grande taille allant de M2 à M24 et peuvent couvrir plus de 90 % des scénarios d'assemblage de vis dans l'industrie automobile. Le taux de blocage des vis standard ne dépasse pas 50 PPM, ce qui répond aux exigences des chaînes de production automobile en matière de faible taux d'échec. C'est pourquoi elles sont couramment utilisées dans l'industrie automobile.
II. Module de serrage
Le module de fixation est l'unité centrale qui relie le système d'alimentation et l'outil de fixation. Il remplit deux fonctions essentielles :
Une fois la vis acheminée vers la buse du pistolet, il maintient la vis en place à l'aide de mâchoires de serrage afin de garantir l'alignement avec le trou de la vis sur la pièce à usiner.
Il utilise une source d'énergie intégrée (cylindre pneumatique ou moteur) pour entraîner l'outil de fixation vers le bas afin d'effectuer l'opération de fixation. La conception de la structure doit tenir compte des spécifications de la vis et des conditions de travail.
Par exemple, dans les modules de soufflage et d'aspiration, la structure de la buse doit être sélectionnée en fonction du rapport longueur/diamètre de la vis :
Buse à bras oscillant :
Convient aux vis dont le rapport longueur/diamètre est compris entre 1,4 et 1,8. Elle empêche les vis courtes de se retourner au niveau de la jonction à trois voies de la buse et peut également servir de mécanisme de stockage des vis. Pendant le processus de fixation, une nouvelle vis peut être stockée au niveau du bras pivotant et introduite dans la buse après la réinitialisation du module, ce qui améliore la vitesse de production.
Buse standard :
Convient aux vis dont le rapport longueur/diamètre est compris entre 1,8 et 3,5. Elle utilise l'aspiration par le vide pour maintenir la vis, ce qui garantit la réussite et la rapidité de l'alignement de la vis et de la détection des trous. Il peut également contrôler la présence de la vis et éliminer les débris. Cette conception permet d'éviter les problèmes liés à la gravité lors de la fixation à angles multiples, en garantissant une orientation précise et en évitant les défauts d'alignement, ce qui améliore le taux de réussite de la fixation.
Type de buse pivotante :
Convient aux vis ayant un rapport longueur/diamètre élevé ou lorsque des vis de longueurs différentes doivent partager le même module. Un mécanisme de pivotement relie la buse au canal d'alimentation, ce qui permet aux vis longues de passer en douceur à travers la jonction à trois voies. Il est compatible avec des vis de toutes spécifications et longueurs, offrant ainsi une plus grande polyvalence.
III. Mécanisme de mouvement
Le mécanisme de mouvement est chargé d'entraîner le module de fixation pour qu'il se déplace avec précision jusqu'à l'emplacement du trou de vis sur la pièce à usiner, selon une trajectoire prédéfinie. Il s'agit d'une étape essentielle pour garantir la qualité de l'assemblage. En fonction du niveau d'automatisation, de la complexité de la pièce et des exigences en matière de trajectoire, les mécanismes de mouvement courants sont divisés en deux catégories :
Plate-forme de mouvement à trois axes :
Il s'agit de la méthode de mouvement la plus couramment utilisée dans l'assemblage automatisé. Grâce au mouvement combiné des axes linéaires X, Y et Z, le module de fixation peut être positionné en n'importe quel point de l'espace 3D. Elle répond aux besoins de la plupart des tâches d'assemblage de précision. La plate-forme à trois axes est structurellement stable et rapide. Elle convient aux scénarios dans lesquels la pièce est fixe et les positions des trous de vis sont régulières.
Robots industriels :
Comprenant les robots articulés à six axes et les robots SCARA, ils offrent une plus grande flexibilité et une meilleure adaptabilité spatiale. Les robots à six axes peuvent effectuer des mouvements multidimensionnels complexes, adaptés aux pièces irrégulières et aux lignes de production à modèles mixtes. Les robots SCARA offrent des mouvements à grande vitesse dans un plan et une grande précision de positionnement, ce qui les rend idéaux pour les tâches d'assemblage à grande vitesse et à faible charge.
IV. Outil de serrage
L'outil de serrage est l'actionneur terminal qui effectue directement l'opération de fixation des vis. Ses performances déterminent directement la précision et la cohérence du couple de serrage, ce qui en fait l'élément essentiel pour garantir la qualité de l'assemblage du produit. Les exigences en matière de qualité d'assemblage ne cessant d'augmenter, les clés pneumatiques traditionnelles sont remplacées par des outils de fixation intelligents. Ces outils peuvent contrôler avec précision le couple, la vitesse et l'angle de serrage, et offrent des fonctions d'enregistrement et de traçabilité des données, répondant ainsi pleinement aux exigences modernes de contrôle de la qualité dans l'industrie.
Conclusion
Dans l'ensemble, le mécanisme de serrage automatique des vis permet d'automatiser l'assemblage des vis et de le rendre plus intelligent grâce à la coordination précise de ses composants. Il permet non seulement d'améliorer considérablement l'efficacité de la production et de réduire le travail manuel, mais surtout de garantir la cohérence et la stabilité de la qualité de l'assemblage, apportant ainsi un soutien solide au développement de haute qualité de la fabrication moderne.