Voir la traduction automatique
Ceci est une traduction automatique. Pour voir le texte original en anglais cliquez ici
#Tendances produits
{{{sourceTextContent.title}}}
Le contrôle du processus SPC garantit la qualité du serrage des boulons
{{{sourceTextContent.subTitle}}}
serrage de boulons, système automatique de serrage de vis, serrage de boulons SPC
{{{sourceTextContent.description}}}
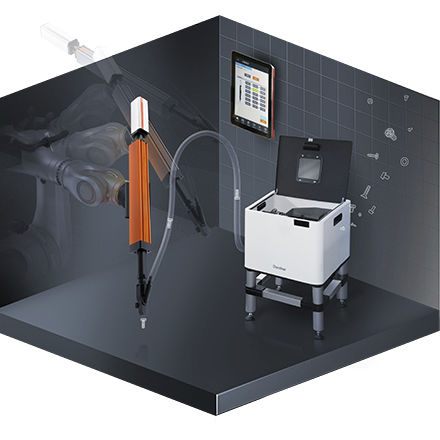
Dans le processus d'assemblage automobile, en raison du grand nombre de pièces, le processus de serrage et la précision sont très exigeants. Afin de garantir la qualité du serrage du produit, il est généralement nécessaire d'identifier avec précision les problèmes de qualité à partir des données de serrage. Il est donc nécessaire d'effectuer une analyse statistique SPC sur les données de serrage collectées en temps réel et de générer des graphiques d'analyse statistique d'une certaine manière, afin de prédire scientifiquement et précisément la tendance de développement du processus d'assemblage par serrage du produit et d'adopter une méthode fiable pour contrôler les problèmes générés dans le processus d'assemblage.
Principes de base du SPC
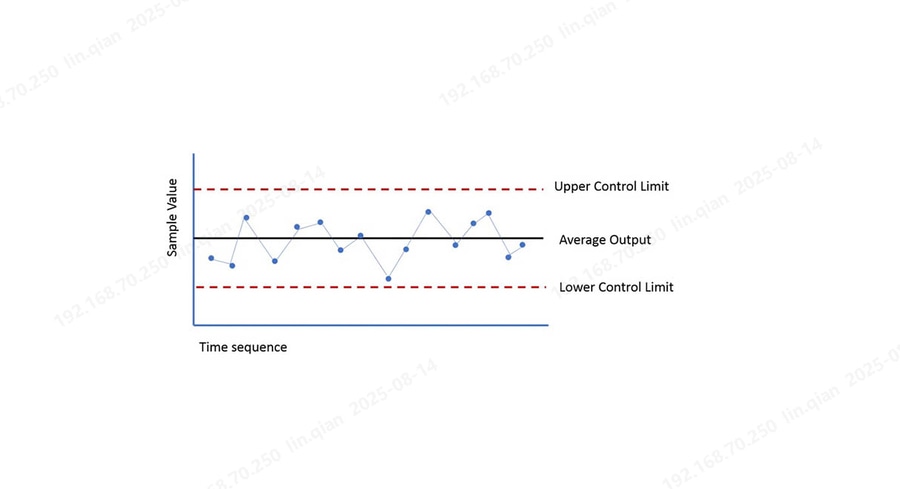
La technologie SPC est principalement basée sur la théorie statistique. On suppose que l'indice de qualité du produit X dans le processus de production suit une distribution normale, c'est-à-dire que X ~ N(µ, σ²), P(µ-3σX<< µ+3σ)=0,9973. Cela signifie que dans le processus de production, la probabilité que l'indice de qualité X se situe dans la carte de contrôle avec µ-3σ et µ+3σ comme limites de contrôle supérieure et inférieure est de 99,73 %, et la probabilité qu'il se situe en dehors des limites de contrôle est de 0,27 %. En statistique des probabilités, on estime que la probabilité qu'un événement aussi peu probable se produise au cours d'une expérience est très faible et, s'il se produit, on pense que l'existence de facteurs systémiques conduit à cet état hors contrôle. C'est sur la base de cette théorie que Shewhardt a proposé que la stabilité du processus puisse être évaluée à l'aide d'une carte de contrôle, qui peut être obtenue en transformant la courbe de distribution normale de la distribution réelle des valeurs des caractéristiques de qualité du produit dans l'intervalle 3σ.
Lors de l'utilisation de la carte de contrôle, il est nécessaire de déterminer la limite supérieure de contrôle (LSC), la ligne médiane de contrôle (LMC) et la limite inférieure de contrôle (LIC). Compte tenu de l'économie et de l'application pratique du contrôle des processus et de l'évaluation de la capacité des processus, la plupart des pays adoptent actuellement 3 fois l'écart type comme limite de contrôle, et 6 sigma est devenu une norme plus élevée et une poursuite continue de la gestion de la qualité. Par conséquent, le principe de détermination de la limite de contrôle de la carte de contrôle peut être déterminé :
Limite supérieure de contrôle LSC= µ+3σ
Ligne centrale CL= µ
Limite inférieure de contrôle LCL= µ-3σ
On considère généralement que les causes des fluctuations de la qualité sont principalement des facteurs accidentels et des facteurs systémiques, répartis en deux catégories : les fluctuations produites uniquement sous l'action de facteurs accidentels se situent à l'intérieur de la limite de contrôle, c'est-à-dire dans un état contrôlé ; lorsqu'il existe des facteurs systémiques, la fluctuation est qualifiée de fluctuation anormale. Si la plage de fluctuation dépasse la limite de contrôle, le système est considéré comme hors contrôle. La carte de contrôle montre l'évolution de l'indice de qualité dans le processus de production, évalue l'état du processus, détecte la fluctuation anormale à temps, puis trouve la cause de la fluctuation et prend des mesures pour atténuer son influence et améliorer la qualité du produit.
Flux de contrôle SPC
Le processus de contrôle de la qualité du serrage des boulons basé sur la MSP peut être divisé en trois parties : l'obtention de données clés sur la qualité, l'analyse du contrôle du processus et les mesures d'amélioration.
(1) Obtention des principales données de qualité. Selon les données collectées sur le serrage des boulons, les données sur le couple des boulons sont extraites et traitées par classification des données, élimination des valeurs aberrantes, traitement des valeurs manquantes, réduction du bruit par le filtre de Kalman, etc.
(2) Analyse du contrôle des processus. Importer les sources de données ci-dessus dans Minitab, générer la carte de contrôle et effectuer l'analyse de la capacité du processus sur la carte de capacité du processus et la carte de la plage moyenne pour déterminer si le processus actuel de serrage des boulons est contrôlé. Nous utilisons la valeur CP pour juger de la capacité de traitement réelle du processus de serrage des boulons.
(3) Mesures d'amélioration. Si le graphique CP du contrôle de la qualité est anormal, le site sera vérifié et la cause sera analysée, et des mesures raisonnables seront prises pour ajuster le processus afin d'améliorer la capacité globale du processus de serrage des boulons.
Fonction de contrôle du processus SPC
Les boulons dans le processus de serrage produiront inévitablement leurs propres problèmes de qualité, ce qui affectera le taux de réussite de l'assemblage du produit, limitera la compétitivité du produit sur le marché, et grâce au contrôle du processus SPC pour la surveillance en temps réel du couple de serrage des boulons, pour améliorer la qualité du serrage des boulons, pour répondre aux besoins correspondants des entreprises :
(1) Réduire le coût du contrôle de la qualité du serrage des boulons. Éviter l'inspection d'arrêt causée par des problèmes de qualité du produit, exploiter pleinement la capacité de la ligne de production, améliorer l'efficacité de la production.
(2) Renforcer la stabilité de la qualité du serrage des boulons. Il peut identifier rapidement et précisément les fluctuations accidentelles et les fluctuations anormales de la qualité, et effectuer une analyse et un jugement scientifiques pour résoudre les problèmes de qualité.
(3) Le contrôle de la qualité du serrage des boulons passe d'un contrôle a posteriori à un contrôle du processus, afin de découvrir et de résoudre les problèmes de qualité à temps et d'éviter que les pièces défectueuses n'entrent dans le poste de traitement suivant, ce qui entraînerait des pertes économiques plus importantes.
(4) Dans le processus de serrage des boulons, l'analyse et le jugement de la capacité du processus, en fonction de l'indice d'évaluation de l'indice de capacité du processus, permettent d'évaluer la capacité du processus de serrage des boulons et de formuler des mesures correspondantes.
À l'heure actuelle, toutes les usines automobiles utilisent la méthode SPC pour analyser la capacité de contrôle du processus de serrage des boulons, mais la méthode SPC n'est qu'un outil d'analyse. Ce n'est qu'en combinant le 5W, le diagramme en arête de poisson et d'autres outils de résolution de problèmes pour résoudre le problème à des points de couple spécifiques que nous pouvons améliorer de manière fiable la capacité de contrôle du processus de serrage des boulons et former une solution en boucle fermée au problème. Il est alors possible de fabriquer des produits de "haute qualité" et "zéro défaut".