Voir la traduction automatique
Ceci est une traduction automatique. Pour voir le texte original en anglais cliquez ici
#Tendances produits
{{{sourceTextContent.title}}}
Mécanisme de coupe du fil diamanté sans fin pour le verre optique et les matériaux à revêtement 3D
{{{sourceTextContent.subTitle}}}
Mécanisme de coupe du fil diamanté sans fin pour le verre optique et les matériaux à revêtement 3D
{{{sourceTextContent.description}}}
1. Introduction : Le défi de la découpe du verre optique à revêtement 3D
Dans la fabrication optique moderne, la demande de composants dotés de revêtements fonctionnels sur le verre augmente rapidement. Le processus de découpe du verre optique à revêtement 3D présente des défis importants. Les revêtements multicouches tels que SiO₂, MgF₂, ITO ou les films polymères sont généralement collés sur un substrat de verre aux propriétés mécaniques et thermiques disparates. Lorsque des méthodes de découpe conventionnelles sont utilisées, le décalage de module, la présence de contraintes résiduelles et l'apport thermique peuvent tous conduire à une délamination du revêtement, à des microfissures ou à un décollement partiel. Le principal défi de la découpe de verre optique à revêtement 3D consiste à éviter d'endommager le revêtement tout en réalisant une séparation précise et propre du substrat de verre.
2. Mécanismes de défaillance des méthodes conventionnelles
Lors de la découpe de verre optique à revêtement 3D à l'aide d'un laser ou d'une lame, plusieurs mécanismes d'échec se produisent :
La charge thermique pendant la découpe au laser augmente considérablement la température locale, ce qui provoque un bullage du film polymère ou une micro-fracture du revêtement dur.
La découpe mécanique par lame ou par fil alternatif introduit des contraintes ponctuelles et des vibrations élevées, produisant des éclats à l'interface revêtement-substrat.
La découpe au jet d'eau peut réduire la chaleur mais introduit des intrusions de fluides, des turbulences et peut saper la structure fine des micro-revêtements.
Ces mécanismes compromettent à la fois la qualité de la surface et l'intégrité fonctionnelle des optiques revêtues.
3. Comment le fil diamanté sans fin résout-il ces problèmes ?
L'utilisation d'un fil diamanté sans fin pour la découpe de verre optique à revêtement 3D permet de résoudre ces problèmes grâce à trois caractéristiques techniques principales :
Tranchage à faible tension : La conception en boucle continue applique une charge de traction répartie et stable plutôt que des forces élevées localisées, ce qui réduit les contraintes de cisaillement sur l'interface revêtement-substrat.
Vitesse linéaire uniforme : le fil ne s'inversant pas, les fluctuations de vitesse sont minimes. Cette stabilité élimine les micro-chocs qui peuvent déclencher une délamination lors de la découpe de verre optique à revêtement 3D.
Environnement de coupe froid : Un système de câble diamanté en boucle fermée utilise un liquide de refroidissement (souvent de l'eau désionisée) pour évacuer rapidement la chaleur. Il en résulte que l'augmentation de la température dans l'empilement de couches multiples reste négligeable, ce qui préserve l'adhérence et la microstructure du film.
L'ensemble de ces facteurs permet de découper le verre optique à revêtement 3D avec un minimum de dommages aux revêtements, un minimum d'écaillage sur les bords et un minimum de post-traitement pour la finition.
4. Résultats observés dans la pratique
Dans la production réelle de verre optique à revêtement 3D, la découpe à l'aide de scies à fil diamanté sans fin permet d'obtenir les résultats suivants :
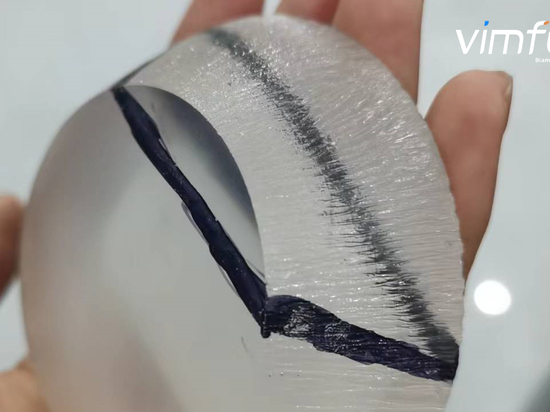
La couche de revêtement reste intacte autour du bord coupé, sans délamination ni décollement visible au microscope optique.
La rugosité de surface (Ra) du verre après la coupe est inférieure à 0,15 µm, ce qui permet de réduire ou d'éliminer les étapes de polissage ultérieures.
L'écaillage des bords est considérablement réduit ; de nombreux clients font état d'une rupture des bords inférieure à 1 %, contre des pourcentages à deux chiffres avec les méthodes conventionnelles.
La perte de kerf réduite et la zone affectée par la chaleur minimale permettent un rendement élevé et un débit prévisible dans les opérations de découpe de verre optique à revêtement 3D.
5. Modèle recommandé : SGRI 20 pour la découpe avancée de verre optique à revêtement 3D
SGRI-20 CNC Ring Cutting Machine,3D-Coated Optical Glass Cutting
La machine de découpe d'anneaux à commande numérique SGRI-20 de haute précision est conçue pour une mise en forme efficace et cohérente des anneaux.
Pour les fabricants qui recherchent la polyvalence dans la découpe de verre optique à revêtement 3D, la SGRI 20 s'impose comme la solution optimale. Cette scie à fil diamanté sans fin multifonctionnelle prend en charge :
Le tranchage de haute précision de plaquettes optiques revêtues
Découpe de profilés pour les composants optiques structurés ou façonnés
Découpe rotative de prismes et de pièces à facettes multiples
Son axe de rotation intégré permet de découper des géométries complexes en une seule opération, ce qui est idéal pour les conceptions optiques avancées où l'alignement et la préservation du revêtement sont essentiels. Associé à la tension programmable du fil, au contrôle de la vitesse et à la stabilisation dynamique du dispositif, le SGRI 20 offre une flexibilité et une intégrité de coupe inégalées pour les matériaux revêtus en 3D.
6.Conclusion
Pour les composants optiques de grande valeur où l'interface entre le verre de substrat et les revêtements fonctionnels est critique, la découpe du verre optique à revêtement 3D au moyen d'un câble diamanté sans fin constitue une solution robuste. Elle évite les principaux modes d'échec des méthodes de découpe traditionnelles - dommages thermiques, délamination du revêtement et écaillage - et permet d'obtenir des bords nets, un rendement élevé et un traitement en aval réduit. Les fabricants qui souhaitent préserver l'intégrité du revêtement et obtenir des finitions de précision devraient envisager d'adopter une stratégie de tranchage par fil diamanté sans fin.