Voir la traduction automatique
Ceci est une traduction automatique. Pour voir le texte original en anglais cliquez ici
#Tendances produits
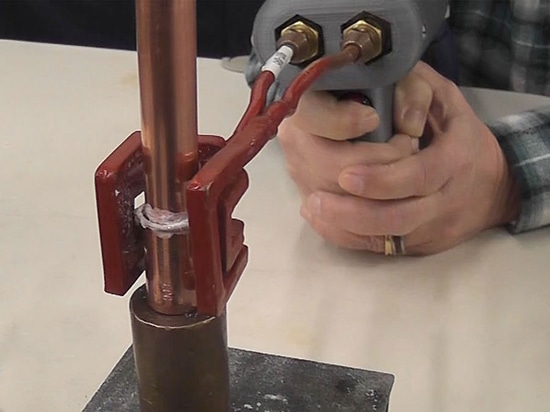
Soudure d'induction de la tuyauterie et de l'ajustage de précision de cuivre de laiton
Soudure d'induction de la tuyauterie et de l'ajustage de précision de cuivre de laiton utilisant l'alliage de soudure et flux dans 60 secondes.
Équipement
UltraFlex UPT-S5 Ultraheat 5 kilowatts
Station de la chaleur HS-8
Enroulement hélicoïdal de 2 tours
Matériaux
Ajustage de précision en laiton
Tuyauterie de cuivre
Alliage de soudure argenté (préformé)
Flux
La température
°F approximativement 1350 (732°C)
La température
°F approximativement 1350 (732°C)
Processus :
la tuyauterie 1.The et l'ajustage de précision de cuivre de laiton ont été assemblés ensemble.
la préforme 2.A de l'alliage de soudure argenté a été posée au-dessus du joint, et le flux a été ajouté.
l'ensemble 3.The était placé deux-tournent l'enroulement hélicoïdal, et placé ainsi le joint visé
a été centré dans l'enroulement.
4.60 secondes dans l'enroulement, la soudure était complète.
le matériel 5.The a été refroidi dans l'eau suivant l'accomplissement de la soudure.
le joint 6.The croix-a été alors sectionné pour valider que le processus de soudure avait produit un fort, joint de qualité.
Résultats/avantages : Le chauffage par induction fournit :
* Joints durables forts
* Zone sélective et précise de la chaleur, ayant pour résultat moins de déformation de partie et d'effort commun que la soudure
* Moins d'oxydation
* Des cycles de chauffage plus rapides
* Des résultats et une convenance plus conformés à la production de large volume, sans besoin de traitement en différé en lots
* Plus sûr que la soudure de flamme