Voir la traduction automatique
Ceci est une traduction automatique. Pour voir le texte original en anglais cliquez ici
#Actualités du secteur
{{{sourceTextContent.title}}}
Analyse approfondie de la fabrication industrielle d'écrans tactiles capacitifs (PCAP)
{{{sourceTextContent.subTitle}}}
Analyse approfondie de la fabrication industrielle d'écrans tactiles capacitifs (PCAP)
{{{sourceTextContent.description}}}
La technologie des écrans tactiles capacitifs (CTP) domine le domaine des interfaces homme-machine (IHM). Elle offre une excellente sensibilité, une grande durabilité et une capacité tactile multiple. C'est pourquoi les marchés à forte valeur ajoutée l'utilisent largement. Il s'agit notamment de l'électronique grand public, du contrôle industriel, des voitures intelligentes et des appareils médicaux intelligents. Ce rapport se concentre sur la technologie capacitive projetée (PCAP). Je détaillerai son processus de fabrication de qualité industrielle.
I. Introduction : Principes de base de la technologie tactile capacitive et positionnement industriel
1.1 Principe de la technologie tactile capacitive : De la technologie capacitive de surface à la technologie PCAP
La technologie des écrans tactiles a évolué. Elle a commencé par la technologie résistive, puis est passée aux ondes acoustiques de surface (SAW) et enfin à la technologie capacitive. Les écrans résistifs détectent les entrées par pression mécanique. Ils présentent une transmission de la lumière et une durabilité moindres. La technologie SAW utilise des transducteurs piézoélectriques. Ces transducteurs émettent un réseau d'ultrasons. La technologie SAW offre des images claires mais est sensible aux contaminants de surface.
La technologie PCAP se distingue par sa supériorité. Les anciens systèmes capacitifs de surface utilisaient la charge statique du corps humain. Cependant, ces systèmes n'offrent généralement qu'un seul point de contact. Ils ne fonctionnent pas non plus lorsque l'opérateur porte des gants.
Le PCAP est une solution améliorée. Il intègre un film d'électrode transparent et une puce électronique dans des couches de verre ou de film. Le mécanisme de détection du PCAP fonctionne de la manière suivante : Il mesure les changements de capacité mutuelle entre les réseaux d'électrodes de commande (Tx) et de réception (Rx) qui s'entrecroisent. Cela permet de localiser le point de contact. Lorsqu'un doigt ou un objet conducteur touche l'écran, il perturbe le champ électrique local. Cela entraîne une modification de la capacité mutuelle. Le circuit intégré du contrôleur calcule alors les coordonnées 2D précises en fonction de ces changements.
Les principaux avantages du PCAP sont la prise en charge du multi-touch, la clarté de l'image, la résistance aux rayures et la grande durabilité. Les contaminants de surface tels que la poussière, les liquides et la graisse ne l'affectent pas. Il est important de noter que la sensibilité élevée du PCAP lui permet de fonctionner à travers des vitres épaisses. Cette caractéristique est cruciale pour les environnements industriels où les opérateurs doivent porter des gants.
1.2 Décomposition structurelle du kit d'écran tactile (kit TP)
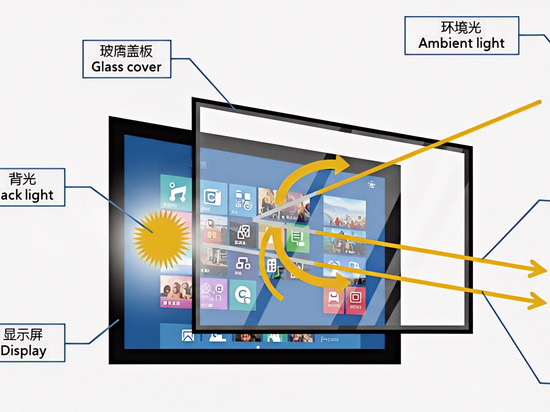
Un kit complet d'écran tactile (TP) de qualité industrielle contient généralement quatre couches fonctionnelles principales :
Verre de couverture : Il s'agit de la couche la plus externe. Elle assure une protection physique, une résistance aux rayures et une grande dureté de surface. Elle assure également une bonne transmission de la lumière.
Capteur de l'écran tactile : Cette couche contient des couches conductrices à motifs précis. Il peut s'agir par exemple d'ITO ou de mailles métalliques. Cette couche détecte le signal tactile.
Couche de liaison optique : Les fabricants utilisent un adhésif optique transparent (OCA) ou une résine liquide (OCR). Ils remplissent l'espace d'air entre le capteur et le module d'affichage.
Module d'affichage TFT LCD : Ce module fournit des images. Il peut utiliser les technologies LCD, LED ou OLED.
La fabrication industrielle se concentre sur l'intégration du capteur (entrée) et de l'écran (sortie) à l'aide de processus précis. Ils réalisent ensuite une interaction de haute précision et à forte réactivité grâce à un circuit de commande.
1.3 Exigences strictes pour la fabrication industrielle (norme IK10 et environnements extérieurs)
Les applications de haute fiabilité et de grande valeur exigent des normes strictes. Ces applications comprennent les IHM de stations de recharge pour véhicules électriques, les IHM industrielles et les appareils médicaux intelligents. Elles exigent bien plus que l'électronique grand public.
Protection contre les chocs IK10 : Les écrans doivent résister au vandalisme ou aux chocs accidentels dans des environnements publics, sans surveillance ou extrêmes, comme les sites industriels. La norme IEC 62262 définit l'indice IK10. Il s'agit de la référence dans l'industrie. Il signifie que l'appareil résiste à une énergie d'impact de 20 joules. Les fabricants atteignent l'indice IK10 en utilisant une protection avancée. Par exemple, ils utilisent du verre de couverture trempé, dont l'épaisseur est souvent comprise entre 4 et 10 mm.
Lisibilité à l'extérieur : Les applications extérieures exigent des performances optiques extrêmement élevées. Elles garantissent une lisibilité claire, même en cas de forte lumière du soleil. Les écrans industriels nécessitent généralement une luminosité minimale de 1000 cd/m². Les écrans fréquemment exposés au soleil doivent idéalement atteindre 2000 cd/m².
Résistance à l'environnement : Les écrans tactiles de qualité industrielle doivent avoir des indices élevés de protection contre les intrusions (IP), tels que IP65 ou IP66. Ils doivent résister à divers contaminants et à l'intrusion de liquides. En outre, ils doivent fonctionner de manière fiable sur une large plage de températures, par exemple de -40°C à +50°C.
II. Fabrication des composants de base des capteurs capacitifs (fabrication des capteurs)
La fabrication des capteurs est au cœur de la technologie PCAP. Elle implique un modelage d'une précision de l'ordre du micron. Ce processus affecte directement les performances du produit et le taux de rendement.
2.1 Sélection du substrat et du matériau de la couche conductrice
La fabrication de capteurs nécessite tout d'abord de sélectionner le substrat et les matériaux conducteurs appropriés.
Types de substrats :
Substrats en verre : Les fabricants les utilisent principalement pour les structures OGS (One Glass Solution) ou G/G (Glass-Glass). Le verre assure la rigidité structurelle et la durabilité.
Films flexibles : Il s'agit par exemple de films polyimides (PI) ou de films PET. Ils sont utilisés pour les structures G/F/F ou les technologies d'affichage flexibles.
Matériaux conducteurs :
Oxyde d'indium et d'étain (ITO) : Il s'agit d'un matériau conducteur transparent traditionnel. Le processus est mature et il offre une bonne transmission de la lumière.
La maille métallique : Cette technologie utilise des lignes d'argent ou de cuivre extrêmement fines pour construire le réseau conducteur. La technologie de la maille métallique fonctionne bien pour les écrans tactiles de grande taille. La faible résistance de la feuille permet de maintenir la vitesse de transmission du signal.
La technologie de la maille métallique présente des avantages pour les applications à grande échelle. Cependant, elle a un impact négatif sur la qualité de l'affichage. Cet impact est particulièrement visible sur les écrans à haute résolution. La maille métallique peut réduire la transmission de la lumière de l'écran. De plus, il peut former des effets de moiré avec les pixels de l'écran. La qualité visuelle s'en trouve fortement dégradée. C'est pourquoi le processus de fabrication nécessite une optimisation complexe de la conception des motifs et des étapes de collage ultérieures. Cela permet d'atténuer les interférences.
2.2 Première étape clé : environnement en salle blanche et prétraitement par photolithographie
Les lignes de circuit des capteurs ne mesurent que quelques micromètres de large. Même de minuscules particules peuvent provoquer des courts-circuits ou des défauts de circuit ouvert. Par conséquent, l'environnement de fabrication doit faire l'objet d'un contrôle extrêmement strict.
Normes relatives aux salles blanches : La fabrication des capteurs doit se faire dans un environnement ultra-propre. L'ingénierie de purification exige généralement un niveau de propreté allant jusqu'à la classe 1. Ce niveau de propreté extrêmement élevé est nécessaire pour la photolithographie et la gravure de haute précision. Il garantit des taux de rendement élevés et la fiabilité des produits.
Nettoyage du substrat : Avant la création de motifs, la surface du substrat subit plusieurs étapes de nettoyage. Ces étapes utilisent de l'eau très pure et des réactifs chimiques. Les contaminants organiques et inorganiques sont ainsi complètement éliminés. Cela garantit une bonne adhérence uniforme pour les matériaux conducteurs ultérieurs, tels que l'ITO ou le film de cuivre.
2.3 Deuxième étape clé : le modelage de la couche conductrice (photolithographie et gravure)
Le modelage crée les réseaux d'électrodes Tx/Rx qui s'entrecroisent. Ces réseaux sont essentiels pour la détection du toucher. Ils doivent être placés avec précision sur le film conducteur ou le substrat. La norme industrielle utilise la photolithographie combinée à la gravure humide.
2.3.1 Étapes détaillées de la photolithographie et de la gravure humide
Enduction de résine photosensible : Les fabricants recouvrent uniformément la couche conductrice d'une résine photosensible liquide. Par exemple, ils recouvrent la couche externe de cuivre d'un matériau composite PET-ITO-cuivre.
Première exposition et développement : Les ouvriers procèdent à l'exposition aux ultraviolets (UV) en se basant sur le modèle d'électrode prédéfini. Le développement élimine ensuite les zones de résine photosensible exposées ou non exposées. Cela forme la couche de résine photosensible qui protège les électrodes de cuivre.
Gravure du cuivre : un agent de gravure acide, la solution de gravure du film de cuivre, grave la zone exposée du film de cuivre. Cela permet de construire la structure principale du réseau d'électrodes Tx/Rx.
Gravure de l'ITO : Ensuite, une solution de gravure de l'ITO grave le film ITO sous-jacent. Cela crée les nœuds critiques de capacité mutuelle et les zones de connexion transparentes.
Deuxième exposition et développement (modelage secondaire) : Les ouvriers effectuent une deuxième exposition et un deuxième développement sur le film de cuivre. Cette étape permet d'affiner la structure du circuit.
Deuxième gravure du cuivre : le processus utilise à nouveau la solution de gravure du film de cuivre. Cette deuxième gravure réduit considérablement la largeur de ligne de l'électrode de cuivre. Elle améliore la transparence (transmission de la lumière) et les performances tactiles du capteur.
Décapage : Enfin, les ouvriers enlèvent complètement toutes les couches de résine photosensible restantes. La couche conductrice à motif précis est conservée. La fabrication du capteur est maintenant terminée.
2.3.2 Importance du contrôle des processus
Le modelage de matériaux composites à base d'ITO et de cuivre présente un défi. Dans la gravure traditionnelle, le film de cuivre se corrode facilement pendant la gravure de l'ITO. Cela entraîne une extension de la largeur des lignes ou une détérioration de la structure du circuit. C'est pourquoi l'utilisation d'expositions multiples et d'étapes de gravure précises - comme décrit dans le brevet cité - est une technologie clé de l'industrie. Elle permet de résoudre les problèmes de contrôle de la largeur de ligne et de rendement. Un contrôle précis de la largeur de bande améliore la transparence. En outre, elle garantit la stabilité du réseau d'électrodes et la précision du signal tactile.
III. Intégration du circuit flexible et du système de contrôle (FPC & IC Integration)
Après la mise en forme du capteur, les signaux de détection doivent passer par un circuit flexible. Ils sont ensuite connectés au contrôleur tactile. Cela permet le traitement des signaux et le calcul des coordonnées.
3.1 Connexion du circuit imprimé flexible (FPC) et liaison des circuits intégrés
Les fils du capteur tactile se connectent au circuit imprimé flexible (FPC). Ils utilisent un film conducteur anisotrope (ACF) ou un processus de soudure. Le FPC transmet les signaux. De plus, il contient un circuit intégré dédié (ASIC) pour le contrôleur tactile.
Les fabricants utilisent deux principales technologies d'intégration des circuits intégrés :
COG (Chip-on-Glass) : La puce du circuit intégré est directement liée au substrat de verre du capteur.
COF (Chip-on-Flex) : La puce IC est collée à la carte de circuit imprimé FPC.
Le processus de collage utilise généralement la technologie du pressage à chaud ou des ultrasons. Cela garantit une stabilité et une fiabilité élevées de la connexion électrique entre le circuit intégré et le circuit imprimé ou le verre. Lors du contrôle de la qualité, les techniciens testent l'impédance à ces points de test COG ou aux emplacements de collage. Cela permet de confirmer que la qualité du collage est conforme aux exigences.
3.2 Traitement des signaux et conception de la fiabilité de l'ASIC du contrôleur tactile
L'ASIC du contrôleur tactile détermine de manière critique les performances de l'écran tactile. Il acquiert les signaux de faible capacité mutuelle du réseau Tx/Rx. Il exécute ensuite des algorithmes complexes de réduction du bruit et de calcul des coordonnées. Le circuit intégré doit résister aux interférences électromagnétiques (EMI) dans les environnements industriels. L'EMI est une faiblesse inhérente à la technologie capacitive.
3.2.1 Collaboration multi-contrôleurs et conception de la redondance
Les systèmes industriels de grande taille ou à haute fiabilité, tels que les IHM critiques, peuvent utiliser deux ou plusieurs ASIC de contrôleurs tactiles. Ceux-ci gèrent les signaux tactiles. Cette conception multi-contrôleurs ne se limite pas à une simple augmentation de la puissance de traitement. Elle implique une architecture complexe de distribution et de traitement des signaux.
Dans cette conception avancée, les circuits récepteurs (et/ou pilotes) de deux ou plusieurs ASIC de contrôleurs tactiles se connectent aux électrodes de l'écran tactile de manière entrelacée. Cette connexion entrelacée fournit une redondance spatiale pour l'acquisition des données du capteur.
Il est essentiel que ces ASIC n'échangent pas de données brutes de capacité mutuelle ou d'auto-capacité pendant la trame de mesure. Au lieu de cela, un processeur - peut-être un processeur principal - détermine les coordonnées finales du toucher. Il base ce calcul sur tous les sous-ensembles de données de coordonnées tactiles grossières reçues de chaque ASIC.
Cette architecture offre deux avantages considérables :
Redondance du système : Si un seul ASIC ou une section d'électrodes tombe en panne, le système utilise toujours des sous-ensembles de données provenant d'autres ASIC. Il peut toujours déterminer le point de contact. Cela garantit la fiabilité continue exigée par les applications industrielles.
Efficacité élevée et faible latence : Cette méthode ne transmet que des "sous-ensembles de coordonnées grossières" calculés Elle évite de transmettre de grands volumes de "données de capacité brutes" Cela réduit considérablement les besoins en bande passante et la latence du bus de données. Elle garantit une réponse rapide en cas de charge élevée, par exemple en cas de toucher multiple, ce qui répond aux exigences de vitesse et de fiabilité des commandes industrielles et des interfaces homme-machine dans l'automobile.
IV. Collage optique du module et emballage haute fiabilité (collage optique et durcissement)
Le collage optique intègre le capteur au module d'affichage. Il confère au produit une durabilité de qualité industrielle et améliore les performances en extérieur. Il s'agit d'une étape décisive.
4.1 Processus de collage optique
Les écrans traditionnels utilisent le collage à l'air. Ce procédé laisse un espace d'air entre le verre de l'écran et le panneau LCD. Le collage optique comble cet espace d'air.
Matériaux de collage : Les fabricants utilisent principalement l'Optical Clear Adhesive (OCA) sous forme de film ou l'Optical Clear Resin (OCR), une colle liquide.
Étapes du collage industriel :
Nettoyage de précision : Les ouvriers nettoient soigneusement la plaque de recouvrement, le capteur et les surfaces de l'écran LCD TFT. Cela permet d'éviter que de la poussière ou des impuretés ne subsistent.
Distribution/lamination : Dans une salle blanche de haute qualité, un équipement de haute précision (par exemple, avec une précision de ±0,1 mm) distribue l'OCR ou lamine l'OCA.
Collage sous vide : La plaque de recouvrement/capteur est pressée avec précision sur le module d'affichage dans un environnement sous vide. Cela minimise la formation de bulles.
Démoussage et durcissement : Le module est traité en autoclave. Les microbulles sont ainsi éliminées. Ensuite, la lumière UV ou la chaleur durcit l'adhésif. Celui-ci se durcit pour former une couche optique solide.
4.2 Principaux avantages technologiques du collage optique (applications industrielles)
Le collage optique n'est pas seulement une question d'esthétique. Il s'agit d'une condition structurelle préalable à l'obtention de performances de niveau industriel. Il offre des avantages irremplaçables, en particulier dans cinq domaines :
Amélioration de la lisibilité à l'extérieur : Les écrans non collés optiquement présentent un espace d'air. La différence d'indice de réfraction entre la lame d'air et les matériaux provoque une réflexion lorsque la lumière extérieure passe à travers. Il en résulte un effet miroir et une réduction du contraste. L'indice de réfraction de l'agent de liaison optique est similaire à celui du verre. Cela réduit efficacement la réflexion de la lumière. Il augmente la transmission de la lumière et le contraste. Par conséquent, l'écran reste clairement lisible même en cas de forte lumière extérieure.
Durabilité et résistance aux chocs améliorées : L'adhésif durci agit comme un amortisseur de chocs entre le verre et l'écran LCD. Cela augmente considérablement la résistance de l'écran à la pression, aux chocs ou aux vibrations. Associé à un verre trempé épais, le collage optique constitue la base structurelle permettant d'atteindre l'indice antivandalisme IK10 (20 joules).
Assurance de la sécurité : L'agent de liaison optique retient solidement les fragments de verre cassés, même si le verre de couverture se brise accidentellement. Cela permet d'éviter la dispersion. Cette caractéristique est cruciale pour la sécurité opérationnelle dans les environnements difficiles, tels que les lieux publics, les équipements médicaux ou les usines.
Protection contre la poussière et l'humidité : Le collage optique élimine l'espace d'air entre les couches de verre. Cela empêche efficacement l'intrusion de la poussière et de l'humidité. Il résout le problème de la formation de buée sur les écrans traditionnels dans les environnements humides ou extérieurs. Cela garantit la stabilité à long terme de l'écran.
Précision tactile accrue : Les angles de réfraction de la lumière dans le collage par lame d'air peuvent provoquer une parallaxe. La position réelle du doigt et le point correspondant sur l'écran LCD sont alors visuellement désalignés. Le collage optique supprime l'espace d'air. La parallaxe est ainsi éliminée. Il offre une expérience tactile plus précise, plus naturelle et plus fiable.
4.3 Conception IK10 et défis liés aux écrans de grande taille
La protection IK10 pose des problèmes d'ingénierie, en particulier pour les écrans de grande taille. Le verre de couverture doit devenir plus épais pour résister à un impact de 20 joules. Cela augmente le coût des matériaux, le poids du module et les difficultés de fabrication.
Ce défi conduit directement à l'optimisation de la sélection de la taille des écrans industriels en fonction du marché. Pour le marché des stations de recharge pour véhicules électriques, l'écran de 10,1 pouces est le plus courant. Il offre le meilleur équilibre entre la taille, la lisibilité, la durabilité IK10 et le coût. À l'inverse, les écrans ultra-larges, de 15,6 pouces et plus, ont des coûts de fabrication élevés en termes de protection IK10. Le marché ne les accepte que si le fabricant peut les rentabiliser commercialement, par exemple par le biais de la publicité numérique extérieure (DOOH). Par conséquent, le choix de la taille de l'écran doit tenir compte de la faisabilité technique, du coût de la durabilité et des modèles de rentabilité commerciale.
V. Contrôle de la qualité, essais et étalonnage final (CQ et étalonnage)
Après avoir été assemblé, le module d'écran tactile doit faire l'objet d'un contrôle de qualité et d'un étalonnage rigoureux. Cela permet de s'assurer que ses performances et sa fiabilité répondent aux normes industrielles.
5.1 Inspection de la qualité électrique et structurelle
L'inspection de la qualité du produit commence par les caractéristiques électriques fondamentales et l'intégrité structurelle :
Test électrique : Les techniciens utilisent des testeurs de pression ponctuelle spécialisés. Ils vérifient que les lignes conductrices du capteur ne présentent pas de circuits ouverts, de courts-circuits ou de fuites. Ils vérifient également l'uniformité de la résistance de la feuille. En outre, ils testent la qualité de la liaison entre la puce IC et la carte de circuit imprimé FPC. Ils évaluent la fiabilité des connexions en testant l'impédance des points de test COG/COF.
Inspection optique des défauts : Sous une lumière de haute intensité, les techniciens vérifient strictement la couche de liaison optique (OCA/OCR). Ils recherchent des défauts tels que des bulles, des corps étrangers, des délaminations ou des stries. Tout défaut optique affecte gravement la qualité de l'affichage et la lisibilité à l'extérieur.
Test de durabilité structurelle : Le produit est soumis à un test d'impact IK (par exemple, IK10) et à un test de protection IP (par exemple, IP65/IP66). Ces tests simulent les contraintes mécaniques, les vibrations et la pénétration de l'humidité dans l'environnement de travail réel.
5.2 Tests de la fonction tactile et des performances
Les essais fonctionnels sont axés sur l'évaluation de la qualité de l'interaction avec l'utilisateur :
Sensibilité et linéarité : Les testeurs évaluent la réponse du signal de l'écran tactile à différentes pressions et vitesses de toucher. Ils s'assurent de la précision (linéarité) de la trajectoire du toucher.
Temps de réponse : ils mesurent le temps qui s'écoule entre la génération du signal tactile et l'achèvement du traitement par le système. Cela permet de garantir un fonctionnement fluide en temps réel et d'éviter les décalages.
Performance tactile multiple : Les tests confirment la précision de reconnaissance, la stabilité et la capacité anti-interférence de l'écran pour plusieurs entrées simultanées.
Les fabricants peuvent utiliser une méthode d'essai qui permet de surmonter les erreurs de la machine. La précision des tests s'en trouve améliorée : Ils placent un échantillon en or (un écran dont les résultats de test sont connus) dans le testeur de pression ponctuelle. Il mesure sa valeur standard. Ensuite, ils comparent la valeur mesurée de l'écran testé à cette valeur standard. Cette méthode élimine les erreurs de test dues à des facteurs tels que l'erreur de position mécanique du testeur de pression ponctuelle. Elle garantit un jugement de qualité cohérent pour différentes tailles et spécifications d'écrans tactiles.
5.3 Étalonnage final et optimisation du système (étalonnage)
L'étape finale de l'étalonnage consiste à mettre en correspondance les performances du matériel avec le logiciel et l'expérience de l'utilisateur :
Cartographie des coordonnées : Cette étape permet de s'assurer que la position du point de contact physique correspond exactement aux coordonnées des pixels sur l'écran.
Étalonnage professionnel des couleurs : Pour les applications haut de gamme ou spécialisées, telles que les appareils médicaux intelligents ou les stations de travail graphiques, l'étalonnage de l'écran nécessite un réglage précis. Cela permet d'atteindre des objectifs spécifiques en matière de luminosité, de gamme et de couleur.
Étalonnage par spectroradiomètre : Pour les écrans extrêmement exigeants (par exemple, Apple Pro Display XDR), les fabricants peuvent utiliser un spectroradiomètre pour un "étalonnage complet" Cela permet de recalibrer l'écran. Il garantit que les couleurs et la luminosité de l'écran final répondent à des normes professionnelles strictes.
VI. Résumé et perspectives d'évolution
6.1 Résumé des principaux défis en matière de fabrication industrielle
La fabrication d'écrans tactiles capacitifs projetés est un projet d'ingénierie des systèmes à fort investissement, à haute précision et à haute barrière. Les principaux défis sont les suivants :
Les coûts et les barrières techniques : La fabrication de PCAP nécessite des environnements de salle ultra-propre de classe 1, des processus complexes de photolithographie et de gravure en plusieurs étapes, ainsi que des procédures de collage optique coûteuses. Le coût de fabrication est donc nettement plus élevé que celui des technologies résistives antérieures.
Contrôle du taux de rendement : Toute fluctuation des paramètres de l'environnement ou du processus peut entraîner des défauts lors de la formation de lignes conductrices à l'échelle du micron. Par conséquent, le rendement de la ligne conductrice et les défauts de collage des circuits intégrés sont des facteurs critiques qui affectent le coût et l'efficacité de la fabrication.
Conflit entre fiabilité et taille : À mesure que la taille de l'écran augmente, l'épaisseur du verre de protection et la complexité de la structure augmentent géométriquement pour maintenir le niveau de résistance aux chocs IK10. Cela exige une conception structurelle solide et des capacités de collage optique de la part du fabricant.
6.2 Frontière technologique des écrans tactiles : Transition vers le "Smart Hub"
Les futurs écrans tactiles dépasseront le stade de simples dispositifs de saisie. Ils deviendront des "centres intelligents" intégrant de multiples modes d'interaction. Le développement technologique se concentre sur trois domaines principaux :
6.2.1 Rétroaction haptique et fonctionnement à haute fiabilité
La généralisation des écrans tactiles dans les tableaux de bord des voitures intelligentes met en évidence les problèmes de sécurité. Les coups d'œil fréquents sur l'écran pendant la conduite risquent de distraire le conducteur. C'est pourquoi la fabrication intègre activement la technologie haptique (retour d'information tactile). Un retour haptique puissant simule la sensation des boutons physiques, des bosses ou des dépressions. Cela permet aux utilisateurs d'identifier et d'utiliser les boutons virtuels par le seul toucher. Ils peuvent effectuer des "opérations à l'aveugle" Cela améliore considérablement la sécurité de la conduite dans les scénarios à haute fiabilité.
6.2.2 Percées en matière d'affichage flexible et de facteurs de forme spatiaux
La technologie de l'affichage flexible s'affranchit des limites traditionnelles de l'affichage rigide. Elle passe de formes pliables à des formes extensibles plus imaginatives. Les experts de l'industrie définissent l'écran flexible élastique et extensible comme la forme ultime d'écran flexible. Il peut se déformer en 2D ou même en 3D dans n'importe quelle direction. En fin de compte, il s'agit de réaliser la vision ambitieuse selon laquelle "chaque surface est un écran" Cela nécessite des avancées sans précédent dans le domaine des matériaux, de la conception de la structure des panneaux et de la technologie des processus.
6.2.3 Écosystème d'interaction collaborative multimodale
Les futurs écrans tactiles deviendront des systèmes d'interaction centraux intégrant l'intelligence artificielle (IA). Les modes d'interaction uniques, comme le toucher ou la voix, ont des limites. C'est pourquoi la tendance future consiste à faire travailler ensemble plusieurs modalités. Cela inclut le toucher, la commande vocale, la reconnaissance des gestes et la technologie de suivi des yeux.
Les interfaces utilisateur intelligentes (IUI) pilotées par l'IA détectent les intentions et le contexte de l'utilisateur. Elles commutent et coordonnent en toute transparence plusieurs modes d'interaction. Dans cet écosystème, l'écran tactile joue le rôle de coordinateur. Les utilisateurs peuvent utiliser la voix pour réveiller l'appareil, les gestes pour la navigation et l'écran tactile pour une saisie précise et le réglage des paramètres. Ensemble, ils créent un écosystème d'interaction homme-machine plus naturel, plus efficace et plus transparent. En outre, des technologies sans contact, telles que les capteurs tactiles suspendus et les ultrasons, sont en cours de développement pour répondre aux besoins de la santé publique. Elles offrent des solutions d'interaction alternatives et hygiéniques pour les écrans tactiles.
6.3 Conclusion et perspectives
La fabrication d'écrans tactiles capacitifs est un processus complexe en plusieurs étapes. La photolithographie et la gravure de haute précision, l'architecture distribuée des circuits intégrés et la technologie de collage optique sont des étapes clés. Elles garantissent au produit une fiabilité de niveau industriel et des performances élevées. Les entreprises qui visent les marchés à forte valeur ajoutée réussissent en offrant des solutions personnalisées et intégrées. Elles doivent s'appuyer non seulement sur des paramètres techniques simples, mais aussi sur la conception structurelle et l'innovation des processus (comme l'obtention de l'indice IK10). Elles doivent également intégrer les besoins des marchés verticaux (comme le retour haptique pour l'automobile et l'intégration DOOH pour les stations de recharge des véhicules électriques). La fabrication du futur se concentrera sur l'établissement d'un lien étroit entre l'innovation technologique, l'expérience de l'utilisateur et la résistance à l'environnement. Le rôle du fournisseur de matériel évolue ainsi vers celui d'un fournisseur de solutions intégrées.
Nous espérons que vous avez trouvé ces principes fondamentaux des écrans tactiles ou des PC à écran tactile instructifs. Goldenmargins propose une large sélection d'écrans tactiles industriels et de panneaux tactiles PC de différentes tailles et configurations, y compris des écrans tactiles de qualité médicale, des écrans tactiles lisibles en plein soleil, des écrans tactiles à cadre ouvert et des panneaux tactiles étanches, ainsi que d'autres conceptions uniques d'écrans tactiles ou de panneaux PC. Pour en savoir plus sur nos services, cliquez ici ou appelez-nous au +86 755 23191996 ou [email protected].