Voir la traduction automatique
Ceci est une traduction automatique. Pour voir le texte original en anglais cliquez ici
#Tendances produits
{{{sourceTextContent.title}}}
Les codeurs linéaires améliorent la précision
{{{sourceTextContent.subTitle}}}
Les codeurs linéaires améliorent la précision en corrigeant les erreurs en aval des liaisons mécaniques.
{{{sourceTextContent.description}}}
Les codeurs linéaires suivent la position de l'axe sans éléments mécaniques intermédiaires. Les codeurs mesurent même les erreurs de transfert des liaisons mécaniques (telles que les dispositifs mécaniques rotatifs à linéaires), ce qui permet aux contrôles de corriger les erreurs provenant de la machine. Ainsi, ce retour d'information permet aux contrôles de tenir compte de tous les éléments mécaniques dans les boucles de contrôle de position.
Comment fonctionne le balayage photoélectrique dans les codeurs
De nombreux codeurs linéaires de précision fonctionnent par balayage optique ou photoélectrique. En bref, une tête de lecture suit des graduations périodiques de quelques micromètres de large et émet des signaux avec des périodes de signal réduites. L'étalon de mesure est généralement en verre ou (pour les grandes longueurs de mesure) en acier portant des graduations périodiques - des marques sur le substrat porteur. Il s'agit d'un mode de suivi de position sans contact.
Utilisés avec des périodes de grille incrémentales entre 4 et 40 μm, les codeurs linéaires à balayage d'images de code PRC (absolu) fonctionnent avec la génération de signaux lumineux. Deux réseaux (sur la règle et le réticule de balayage) se déplacent l'un par rapport à l'autre. Le matériau du réticule de balayage est transparent, mais le matériau de la règle peut être transparent ou réfléchissant. Lorsque les deux réseaux se croisent, la lumière incidente est modulée. Si les interstices des grilles s'alignent, la lumière passe au travers. Si les lignes d'un réseau coïncident avec les interstices de l'autre, la lumière est bloquée. Les cellules photovoltaïques convertissent les variations d'intensité lumineuse en signaux électriques de forme sinusoïdale.
Une autre option pour les graduations avec des périodes de grille de 8 μm et moins est le balayage interférentiel. Ce mode de fonctionnement à codeur linéaire exploite la diffraction et l'interférence de la lumière. Un réseau à gradins sert d'étalon de mesure, avec des lignes de 0,2 μm de haut sur une surface réfléchissante. En face de celui-ci se trouve un réseau de balayage transparent au réticule dont la période correspond à celle de la règle de mesure. Lorsqu'une onde lumineuse traverse le réticule, elle se diffracte en trois ondes partielles d'ordres -1, 0 et 1 d'intensité à peu près égale. L'échelle diffracte les ondes de sorte que l'intensité lumineuse se concentre dans les ordres de diffraction 1 et -1. Ces ondes se rencontrent à nouveau au niveau du réseau de phase du réticule où elles se diffractent à nouveau et interfèrent. Cela donne trois ondes qui quittent le réticule de balayage sous des angles différents. Les cellules photovoltaïques convertissent ensuite l'intensité lumineuse alternative en signal électrique.
Dans le balayage interférentiel, le mouvement relatif entre le réticule et la règle provoque un déphasage des fronts d'onde diffractés. Lorsque le réseau se déplace d'une période, le front d'onde du premier ordre se déplace d'une longueur d'onde dans le sens positif, et la longueur d'onde de l'ordre de diffraction -1 se déplace d'une longueur d'onde dans le sens négatif. Les deux ondes interfèrent l'une avec l'autre à la sortie du réseau, et se déplacent donc l'une par rapport à l'autre de deux longueurs d'onde (pour deux périodes de signal à partir d'un déplacement d'une seule période du réseau).
Deux variantes de scannage par codeur
Certains codeurs linéaires effectuent des mesures absolues, de sorte que la valeur de la position est toujours disponible lorsque la machine est en marche, et que l'électronique peut la référencer à tout moment. Il n'est pas nécessaire de déplacer les axes vers une référence. La graduation de l'échelle a une structure de code absolu en série et une piste incrémentale séparée est interpolée pour la valeur de position tout en générant simultanément un signal incrémental optionnel.
En revanche, les codeurs linéaires travaillant par mesure incrémentale utilisent des graduations avec un réseau périodique, et les codeurs comptent les incréments individuels (pas de mesure) à partir d'une certaine origine pour obtenir la position. Comme ce système utilise une référence absolue pour déterminer les positions, les rubans gradués pour ces systèmes sont livrés avec une deuxième piste avec une marque de référence.
La position absolue de l'échelle établie par la marque de référence est limitée à une période de signal exactement. La tête de lecture doit donc localiser et scanner une marque de référence pour établir une référence absolue ou pour trouver le dernier point de référence sélectionné (ce qui nécessite parfois des courses de référence longues).
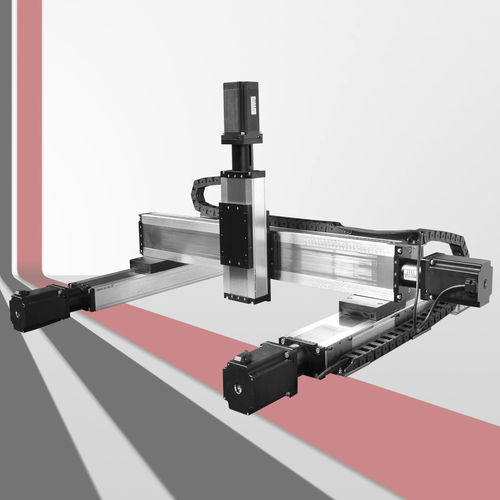
Itérations des codeurs linéaires
L'un des défis de l'intégration des codeurs linéaires est que les dispositifs fonctionnent directement sur l'axe de mouvement, donc sont exposés à l'environnement de la machine. Pour cette raison, certains codeurs linéaires sont scellés. Un boîtier en aluminium protège la règle, le chariot de balayage et son guidage des copeaux, de la poussière et des fluides, et des lèvres élastiques orientées vers le bas assurent l'étanchéité du boîtier. Ici, le chariot de balayage se déplace le long de la règle sur un guide à faible frottement. Un accouplement relie le chariot de balayage au bloc de montage et compense le désalignement entre la règle et les guidages de la machine. Dans la plupart des cas, des décalages latéraux et axiaux de ±0,2 à ±0,3 mm entre la règle et le bloc de montage sont autorisés.
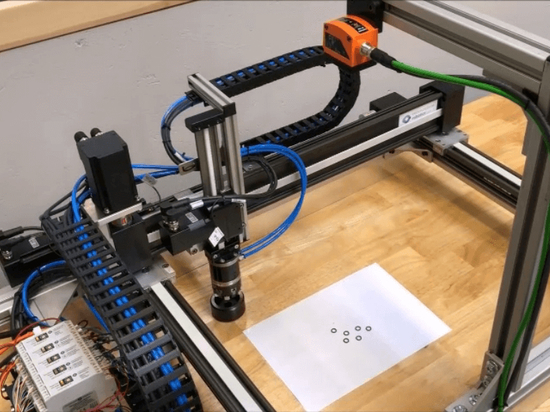
Exemple : Application à la machine-outil
La productivité et la précision sont primordiales pour une myriade d'applications, mais l'évolution des conditions de fonctionnement rend souvent ces objectifs de conception difficiles. Prenons l'exemple des machines-outils. La fabrication des pièces s'est déplacée vers des lots de plus en plus petits, de sorte que les réglages doivent maintenir la précision sous diverses charges et courses. L'usinage des pièces aérospatiales est peut-être le plus exigeant, car il nécessite une capacité de coupe maximale pour les processus d'ébauche, puis une précision maximale pour les processus de finition ultérieurs.
Plus précisément, les moules de qualité fraisage nécessitent un enlèvement de matière rapide et une qualité de surface élevée après finition. En même temps, seules des avances rapides de contournage permettent aux machines de produire des pièces avec des distances minimales entre les trajectoires dans des temps d'usinage acceptables. Mais surtout avec de petits lots de production, il est presque impossible de maintenir des conditions thermiquement stables. En effet, les changements entre les opérations de perçage, d'ébauche et de finition contribuent aux fluctuations de température des machines-outils.
De plus, la précision des pièces est essentielle pour rentabiliser les commandes de production. Lors des opérations d'ébauche, les taux de fraisage atteignent 80 % ou plus ; des valeurs inférieures à 10 % sont courantes pour la finition.
Le problème est que les accélérations et les vitesses d'avance de plus en plus élevées provoquent un échauffement des sous-composants des entraînements linéaires des machines, en particulier celles qui utilisent des vis à billes entraînées par des moteurs rotatifs. Ici, la mesure de la position est donc essentielle pour stabiliser les corrections du comportement thermique des machines-outils.
Comment résoudre les problèmes d'instabilité thermique
Le refroidissement actif, les structures de machines symétriques et les mesures et corrections de température sont déjà des moyens courants de traiter les changements de précision induits par la chaleur. Une autre approche encore consiste à corriger un mode de dérive thermique particulièrement courant, celui des axes d'alimentation entraînés par des moteurs rotatifs intégrant des vis à billes à recirculation. Dans ce cas, les températures le long de la vis à billes peuvent changer rapidement en fonction de la vitesse d'avance et des forces de déplacement. Les changements de longueur qui en résultent (généralement 100 μm/m en 20 minutes) peuvent entraîner des défauts importants sur la pièce. Deux options sont possibles : mesurer l'axe d'avance à commande numérique à travers la vis à billes avec un codeur rotatif ou un codeur linéaire.
La première installation utilise un encodeur rotatif pour déterminer la position du chariot à partir du pas de la vis d'alimentation. L'entraînement doit donc transférer des forces importantes et agir comme une liaison dans le système de mesure - fournissant des valeurs très précises et reproduisant de manière fiable le pas de la vis. Mais la boucle de contrôle de position ne tient compte que du comportement du codeur rotatif. Comme elle ne peut pas compenser les changements de la mécanique d'entraînement dus à l'usure ou à la température, il s'agit en fait d'un fonctionnement en boucle semi-fermée. Les erreurs de positionnement de l'entraînement deviennent inévitables et dégradent la qualité de la pièce.
En revanche, un codeur linéaire mesure la position du chariot et inclut une mécanique d'alimentation complète dans la boucle de contrôle de position (pour un fonctionnement en boucle fermée). Le jeu et les imprécisions des éléments de transfert de la machine n'ont aucune influence sur la précision de la mesure de la position. Ainsi, la précision dépend presque uniquement de la précision et de l'installation du codeur linéaire. Une remarque à ce sujet : La mesure directe par codeur peut également améliorer la mesure du mouvement de l'axe rotatif. Les installations traditionnelles utilisent des mécanismes de réduction de vitesse qui se connectent à un codeur rotatif sur le moteur, mais les codeurs angulaires de haute précision offrent une meilleure précision et reproductibilité.
Comment la conception des vis à billes aborde la question de la chaleur
Trois autres approches pour traiter la question de la chaleur des vis à billes ont leurs propres limites.
1. Certaines vis à billes empêchent le chauffage interne (et le chauffage des pièces de machine environnantes) grâce à des noyaux creux pour la circulation du liquide de refroidissement. Mais même celles-ci présentent une dilatation thermique, et une augmentation de température de seulement 1 K entraîne des erreurs de positionnement de 10 μm/m. C'est important car les systèmes de refroidissement courants ne peuvent pas maintenir les variations de température à moins de 1 K.
2. Parfois, les ingénieurs modélisent l'expansion thermique de la vis à billes dans les commandes. Mais comme le profil de température est difficile à mesurer en cours de fonctionnement et est influencé par l'usure de l'écrou à recirculation de billes, la vitesse d'avance, les forces de coupe, la course utilisée et d'autres facteurs, cette méthode peut provoquer des erreurs résiduelles considérables (jusqu'à 50 μm/m).
3. Certaines vis à billes ont des roulements fixes aux deux extrémités pour renforcer la rigidité de la mécanique d'entraînement. Mais même des roulements très rigides ne peuvent empêcher la dilatation due à la production locale de chaleur. Les forces qui en résultent sont considérables et déforment même les configurations de roulements les plus rigides, provoquant même parfois des distorsions structurelles dans la géométrie des machines. La tension mécanique modifie également le comportement au frottement de l'entraînement, ce qui dégrade la précision de contournage de la machine. De plus, le fonctionnement en boucle semi-fermée ne peut pas compenser les effets des changements de précharge des roulements dus à l'usure ou à la déformation élastique de la mécanique d'entraînement.