#Actualités du secteur
Application Scherzinger - Grâce aux outils d’AMF, moins de coûts et de main-d’œuvre chez les fabricants de pompe
Réduction des coûts et de la main-d’œuvre grâce à des outils hydrauliques intelligents
Si les supercars adhèrent profondément à la piste, c’est notamment grâce à la lubrification à carter sec, qui rend le carter d’huile obsolète. En Forêt-Noire, Scherzinger fabrique les pompes de précision qui s’y prêtent. Tandis que d’autres font volontiers la sourde oreille, l’entreprise de taille moyenne se réjouit de ce genre de projets. En effet, les petites séries reposant sur des exigences aussi élevées en matière de tolérance, de sécurité de process et de répétabilité sont la discipline de prédilection de l’entreprise installée en Forêt-Noire. Pour y parvenir de manière fiable, la société Andreas Maier GmbH & Co. KG (AMF) a mis au point des outils sur mesure. Les supercars italiennes et celles du sud de l’Allemagne peuvent désormais s’affronter en duel dans l’enfer vert. Et, quel que soit le vainqueur, Scherzinger et AMF font partie des gagnants.
« C’est précisément pour ce genre de projets que nous nous enflammons », explique Tobias King, chef de projet chez Scherzinger Pumpen GmbH & Co. KG. Et d’ajouter, « Lorsque nous sommes consultés à un stade précoce et que nous pouvons apporter toutes nos compétences en matière de développement, de conception, de construction et de fabrication de pompes haute performance, tout le monde est au mieux de sa forme ». Lorsqu’il y a environ sept ans, un constructeur automobile haut de gamme du sud de l’Allemagne frappe à la porte, il est question d’une pompe à palettes pour la lubrification à carter sec de sa supercar. Ce qui n’est au début qu’une quantité raisonnable de pièces à produire au sein de la manufacture se transforme rapidement en une série. Et comme la qualité et la stabilité des pompes de précision sont convaincantes du fait de la grande sécurité de process et de la répétabilité, cela suscite également des convoitises en Italie. Le tout prend alors une nouvelle dimension, car les supercars italiennes ne sont pas les seules à être plus que jamais demandées.
La demande en supercars est en forte augmentation depuis des années
« Il s’agit maintenant de fabriquer plusieurs milliers de pièces par an, ce qui nécessite un tout autre processus productif », souligne Mario Maier, planificateur de production chez Scherzinger. Deux carters et deux couvercles en fonte d’aluminium doivent être fabriqués si possible de manière entièrement automatisée, sans intervention humaine. Une automatisation d’EGS et de nouveaux outils viennent donc compléter le nouveau centre d’usinage à 5 axes de Grob. « Nous avons beaucoup appris avec les premiers outils, mais il faudrait désormais inclure un partenaire qui nous comprenne mieux et qui soit à notre écoute », telles étaient les exigences d’Oliver Hindinger, concepteur des moyens de production chez Scherzinger. Cela a joué en faveur de Willi Fast. Le conseiller en applications AMF chargé de ce type de projets chez des clients clés vient de la sphère technique et apporte volontiers sa compréhension et sa capacité à élaborer des solutions. « J’ai passé suffisamment de temps de l’autre côté pour voir rapidement où le bât blesse. »
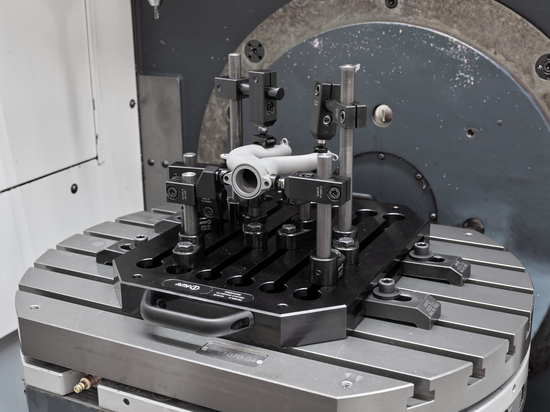
C’est ainsi que sont nés quatre outils qui, montés sur des palettes de machine, sont mis en place en quelques minutes dans la machine et sont immédiatement positionnés grâce à la technique de bridage du point zéro. En l’occurrence, le défi consiste à fixer des pièces brutes en aluminium moulé en sable. Dans un concept précédent, deux pièces étaient serrées et usinées par outil. Cependant, davantage de contours gênants limitaient le processus d’usinage. « C’est pourquoi nous ne serrons plus qu’une seule pièce brute à la fois, au lieu de deux auparavant », explique Tobias King. « Nous avons ainsi réduit la complexité et nettement augmenté la sécurité de process. » Désormais, la Grob 350, avec son concept de machine unique en son genre, à savoir la position horizontale de la broche et la table pivotante, peut positionner la pièce à usiner avec des tolérances précises après avoir mesuré la position pour chaque usinage nécessaire.
Une solution de serrage intelligente tient compte de toutes les conditions
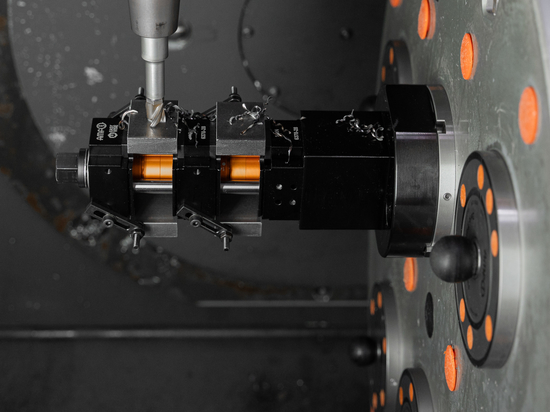
Les pièces brutes sont serrées hydrauliquement avec une pression maximale de 190 bars. Cela n’est pas tout à fait banal, lorsqu’il s’agit d’un carter de pompe de plus grande taille. « Pour que nous puissions atteindre toutes les positions lors des processus d’usinage, nous avons prévu dans la construction trois pattes permettant d’effectuer le serrage et qui sont retirées ultérieurement », rapporte Oliver Hindinger. Après avoir prélevé une pièce de l’un des dix tiroirs de palettes, le robot articulé d’EGS la positionne avec précision dans l’outil. Trois vérins de serrage vertical avec un angle d’ouverture de 90° fixent ensuite le carter avec une force de 7,8 kN, de manière extrêmement ferme et sûre. Les surfaces d’appui sont en outre dotées de points de préhension pour éviter que la pièce à usiner ne glisse. Il est alors possible d’effectuer des perçages et des lamages, de fraiser à plat des surfaces d’étanchéité et d’usiner l’intérieur de la pompe à palettes sur mesure. Les tolérances de dimensions, de position et de forme, de 0,02 et 0,04 mm, sont très exigeantes. Une fois toutes les étapes d’usinage réalisées, une bride de centrage intégrée dans l’outil se charge de fixer le carter de pompe. Les culbuteurs libèrent alors les trois pattes de serrage afin que la machine puisse les retirer.
La fabrication des deux couvercles n’est certes pas aussi exigeante, mais elle mérite tout de même réflexion en vue de garantir un serrage sûr des pièces brutes. Conformément à la position horizontale de la broche de la machine Grob, les pièces sont placées verticalement dans un outil arqué qui les entoure complètement sur les côtés étroits. Ici aussi, après le positionnement, les vérins de serrage vertical hydrauliques assurent une fixation ferme et en toute sécurité. Après l’enlèvement des copeaux, les pièces sont déposées dans d’autres tiroirs du chariot à palettes avant d’être sorties et de passer par les étapes d’ébavurage et de finition.
Des entreprises familiales, fortes de plusieurs décennies de tradition
Outre les défis particuliers de la technique automobile et du sport automobile, les pompes de Scherzinger sont également utilisées dans la construction de machines et d’installations ainsi que dans la technique des centrales électriques. Fondée en 1937, l’entreprise a réparti sa fabrication sur plusieurs sites : fabrication en série, fabrication de pièces individuelles, voire en petites séries. La société installée en Forêt-Noire est également connue pour sa conception modulaire qui lui permet de trouver rapidement des solutions adaptées à ses clients.
AMF, qui est surtout appréciée dans le monde entier pour sa technique de bridage du point zéro, est de plus en plus sollicitée pour ce genre de projets personnalisés synonymes de solutions sur mesure. En effet, les experts chevronnés apportent volontiers tout leur savoir-faire pour trouver la meilleure solution en matière de fabrication, de pièce à usiner et de productivité chez le client. Lorsqu’en l’occurrence, les deux sociétés sont des entreprises familiales, fortes de plusieurs décennies de tradition, et qu’elles fonctionnent de la même manière, le combo est gagnant.
Une communication directe et d’égal à égal entre tous les acteurs et des temps de réaction rapides
Depuis janvier 2024, la fabrication fonctionne comme prévu. L’objectif d’une fabrication entièrement automatisée, sans intervention humaine, a été atteint en un temps record. Grâce à l’automatisation associée aux outils, le personnel dispose de plus de capacité pour se consacrer à d’autres tâches. « Nous avons réussi à réduire le besoin de main-d’œuvre de 25 % par rapport à avant », rapporte avec enthousiasme Mario Maier, planificateur de production. Si ce projet a pu être lancé en série aussi rapidement, c’est grâce à toutes les personnes impliquées.
Willi Fast d’AMF résume avec satisfaction : « Après les premiers entretiens en mars 2023, j’ai compris qu’il y avait de nombreux défis à relever pour que les quatre outils soient opérationnels pour le lancement de la production prévu début 2024. Dans ce contexte, notre structure interne composée de la construction et de la gestion de projet s’est avérée être un grand avantage, car elle permet une communication directe et transparente avec le client. Nous sommes particulièrement heureux d’avoir avec Scherzinger un client avec lequel l’échange de données et d’informations est direct et rapide. Et ce, dès le premier projet commun. » Tout le monde chez Scherzinger ne peut qu’approuver : « Le fait d’avoir toujours pu joindre un interlocuteur direct et qu’AMF ait toujours réagi rapidement ne coule pas de source », déclare Oliver Hindinger. Et Tobias King d’ajouter : « La coopération a toujours été d’égal à égal. Ce qui n’est malheureusement pas toujours le cas. »
Des gagnants surtout en dehors de la piste et de la route
Depuis, les commandes de pompes pour la lubrification à carter sec ont encore nettement augmenté, tant de la part du constructeur allemand que du constructeur italien de supercars. Autorisés à rouler aussi bien sur des circuits de course que sur des routes tout à fait normales, ces véhicules sont de plus en plus populaires auprès de leur clientèle, qui peut dépenser des sommes à sept chiffres. La production automatisée et prévoyante de Scherzinger s’adapte facilement à l’augmentation du nombre de commandes. Ainsi, peu importe que ce soit l’Italie ou l’Allemagne qui soit en tête du circuit Nürburgring, la pompe haute performance de la lubrification à carter sec supporte aussi bien les exigences extrêmement élevées d’une course de 24 heures avec des régimes permanents dépassant les 8000 tours que la sortie dominicale de l’amateur de voitures de sport sur une route de campagne. C’est pourquoi Scherzinger et AMF font à coup sûr partie des gagnants.