Voir la traduction automatique
Ceci est une traduction automatique. Pour voir le texte original en anglais cliquez ici
#Actualités du secteur
{{{sourceTextContent.title}}}
Défauts de serrage courants : Caractéristiques des courbes correspondantes et points de dépannage
{{{sourceTextContent.subTitle}}}
tournevis électrique de haute précision, système de tournevis électrique, tournevis électrique avec traçabilité des données
{{{sourceTextContent.description}}}
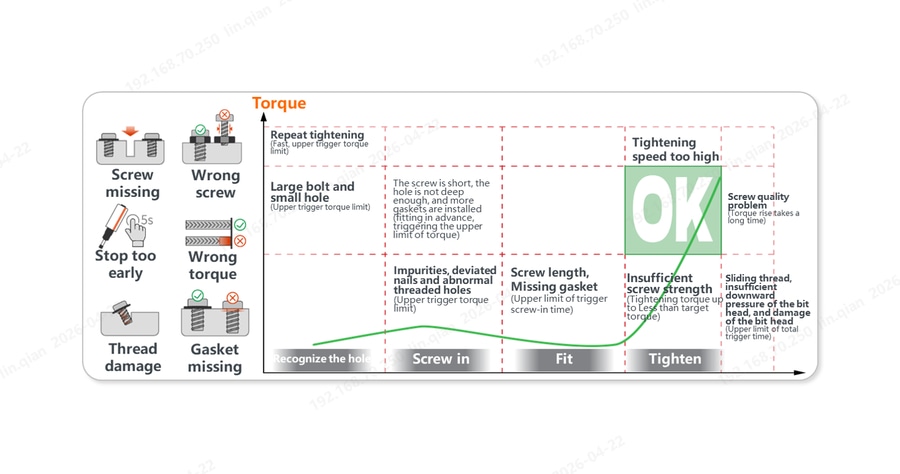
Dans le processus d'assemblage réel, influencé par divers facteurs tels que la qualité des vis, les procédures d'exploitation, les paramètres de l'équipement et l'état des composants, les défauts de serrage sont fréquents. Chaque type de défaut laisse une "trace" unique sur la courbe de serrage. La maîtrise des caractéristiques de ces courbes permet de résoudre rapidement les problèmes, d'optimiser les stratégies de serrage et de réduire les taux de reprise et l'endommagement des composants.
1. Serrage répété : La courbe augmente fortement en peu de temps, ce qui entraîne un dépassement du couple.
Le serrage répété est l'un des défauts les plus courants dans la pratique, principalement dû à une erreur de l'opérateur ou à des programmes d'équipement anormaux qui conduisent à serrer la même vis deux fois ou plus. La caractéristique principale de la courbe correspondante est la suivante : dans un court laps de temps (généralement quelques secondes), le couple augmente brusquement, dépassant de loin la valeur de couple cible, ce qui crée un phénomène de "dépassement de couple". Lors d'un serrage normal, l'augmentation du couple est régulière et amortie, mais un serrage répété applique à nouveau le couple sur une vis qui a déjà atteint le couple cible, ce qui provoque une augmentation instantanée du couple. Les mesures effectuées sur un poste de travail ont montré que le couple d'un boulon serré de manière répétée augmentait en l'espace de 3 secondes, alors que l'intervalle pour un serrage normal devait être de plus de 7 secondes. Dans les cas les plus graves, cela peut entraîner la rupture du boulon. Lors du dépannage, il convient de vérifier le programme de serrage de l'équipement (s'il dispose d'une fonction anti-serrage répété) et le respect des procédures par l'opérateur.
2. Vis flottante ou vis trop courte : la courbe monte normalement, mais l'angle de serrage est trop faible.
Une vis flottante (où la vis ne s'appuie pas complètement sur la pièce connectée, laissant un espace) ou une vis trop courte entraînera la fin prématurée du processus de serrage. La caractéristique de la courbe correspondante est la suivante : la tendance à l'augmentation du couple est fondamentalement la même qu'une courbe normale, sans anomalie évidente, mais l'angle de serrage est beaucoup plus petit que la valeur standard. Comme la vis n'atteint pas la profondeur d'insertion prédéfinie ou que sa longueur est insuffisante, elle ne peut pas achever la phase de déformation élastique complète. Lorsque le couple atteint une certaine valeur, il cesse d'augmenter et l'angle cesse d'augmenter en conséquence. Ce défaut entraîne une précharge insuffisante, ce qui rend les composants susceptibles de se desserrer. Lors du dépannage, vérifiez les spécifications de la vis (si elles correspondent à la pièce à usiner), s'il y a des débris sur la surface des pièces connectées (provoquant une vis flottante), ou si la profondeur du trou est insuffisante ou si le diamètre du trou est trop petit, empêchant l'assise normale de la vis.
3. Filet anormal/trou fileté/surface du produit : La mise en place et l'engagement sont anormaux, la courbe est irrégulière.
Lorsque les filetages ou les trous filetés sont endommagés, rouillés ou obstrués par des débris, ou lorsque la surface de la pièce raccordée est irrégulière ou contaminée par de l'huile, le processus de positionnement et d'engagement de la vis devient anormal. La courbe correspondante n'a pas de phase claire. Les manifestations spécifiques sont les suivantes : le couple fluctue de manière erratique pendant la phase d'accouplement et de mise en place du filetage au lieu d'augmenter de manière régulière ; après l'entrée dans la phase de mise en place, l'augmentation du couple est désordonnée, pouvant présenter des fluctuations "collantes" (semblables à une onde en dents de scie), souvent accompagnées d'un bruit de "grincement" pendant l'assemblage. Ce phénomène est dû au fait que des protubérances microscopiques sur les filets se bloquent et glissent constamment, provoquant des fluctuations de frottement anormales. Le dépannage consiste à nettoyer les débris des filets et des trous, à éliminer la rouille, à vérifier que les filets ne sont pas rayés ou déformés, à remplacer les vis endommagées ou à réparer les trous filetés, et à appliquer une quantité appropriée de lubrifiant pour réduire le frottement si nécessaire.
4. Vitesse de serrage trop élevée : dépassement du couple, la courbe est abrupte sans effet tampon.
Si la vitesse de serrage est trop élevée, le couple est transmis trop rapidement. Le boulon ne peut pas achever une déformation élastique régulière, ce qui entraîne un dépassement du couple. La courbe correspondante se caractérise par une augmentation anormalement forte du couple sans phase tampon normale, dépassant rapidement la valeur cible du couple, et la relation linéaire entre l'angle et le couple est perturbée. La vitesse élevée empêche l'équipement de contrôler précisément les incréments de couple, ce qui rend le "dépassement" probable. Cela entraîne non seulement une précharge excessive, mais peut également conduire à la déformation du boulon ou au dénudage du filetage. Pour optimiser le serrage, il faut ajuster la vitesse de l'équipement de serrage en fonction des spécifications et du matériau de la vis, ce qui permet de prévenir efficacement ces problèmes.
5. Vis de mauvaise qualité ou rondelle manquante : Pour un même couple, l'angle est trop important.
Si une vis présente des défauts de qualité (par exemple, une précision insuffisante du filetage, un matériau inégal) ou si une rondelle est omise lors de l'assemblage, la résistance pendant le serrage diminue. Pour obtenir la même valeur de couple que lors d'un serrage normal, une compensation d'angle plus importante est nécessaire. La courbe correspondante se caractérise par le fait que le couple augmente plus lentement et que l'angle correspondant au même couple est beaucoup plus grand que la valeur standard. Par exemple, lorsque le couple cible est atteint normalement, l'angle peut être de 180°, mais avec ce défaut, l'angle peut atteindre 250° ou plus. Une rondelle manquante entraîne un amortissement insuffisant des pièces connectées, ce qui rend la vis susceptible de se desserrer. Les problèmes de qualité de la vis peuvent entraîner une fracture ultérieure. Le dépannage consiste à contrôler la qualité des vis, à vérifier le processus d'assemblage (en confirmant que les rondelles sont installées) et à réduire l'impact des erreurs de filetage.
6. Filet dénudé, glissement de l'embout ou trou fileté endommagé : l'angle augmente de manière excessive, alors que le couple n'augmente pas de manière significative.
Des filets dénudés (usure du filet, perte d'engagement), le glissement de l'embout (mauvais ajustement entre l'embout et la tête de la vis entraînant un glissement) ou un trou fileté endommagé empêchent le couple d'être transmis efficacement au boulon. Pendant le serrage, l'angle continue d'augmenter, mais le couple reste à un niveau bas sans tendance significative à la hausse. La caractéristique de la courbe correspondante est la suivante : l'angle augmente de manière significative, dépassant même la valeur standard de 2 à 3 fois, mais le couple reste faible et n'atteint pas la valeur cible. Dans certains cas, un phénomène de "perte soudaine de force" peut se produire, le couple chutant de plus de 30 %, ressemblant à des montagnes russes qui atteignent leur sommet puis chutent soudainement. Ce phénomène est dû au fait que les dents du filetage se sont fracturées, empêchant un engagement efficace. Le dépannage consiste à remplacer les vis ou les embouts endommagés, à réparer ou à refaire le taraudage du trou fileté, à augmenter la longueur effective d'engagement du filetage et à renforcer la dureté des dents du filetage afin d'éviter que ce problème ne se reproduise.
Les outils de serrage intelligents de Danikor peuvent surveiller les valeurs de couple et d'angle en temps réel tout au long du processus de serrage, générer et stocker automatiquement les courbes correspondantes, identifier avec précision diverses anomalies telles que la hauteur flottante ou le dénudage du filetage, et fournir un retour d'information en temps réel sur les résultats du serrage. Cela permet de réduire efficacement les coûts de dépannage et de reprise à un stade ultérieur. En outre, les données de serrage peuvent être exportées et téléchargées vers des systèmes MES, ce qui facilite la traçabilité de la qualité et l'analyse des données. Les opérateurs de première ligne et les ingénieurs chargés de l'optimisation des processus devraient apprécier l'analyse et l'application des courbes de serrage afin d'améliorer encore la précision du serrage et l'efficacité opérationnelle, en fournissant une garantie fiable de la qualité du produit.