Voir la traduction automatique
Ceci est une traduction automatique. Pour voir le texte original en anglais cliquez ici
#Actualités du secteur
{{{sourceTextContent.title}}}
La relation entre le couple et l'angle
{{{sourceTextContent.subTitle}}}
Tournevis dynamométrique et angulaire, tournevis dynamométrique pour ligne d'assemblage, tournevis dynamométrique électrique
{{{sourceTextContent.description}}}
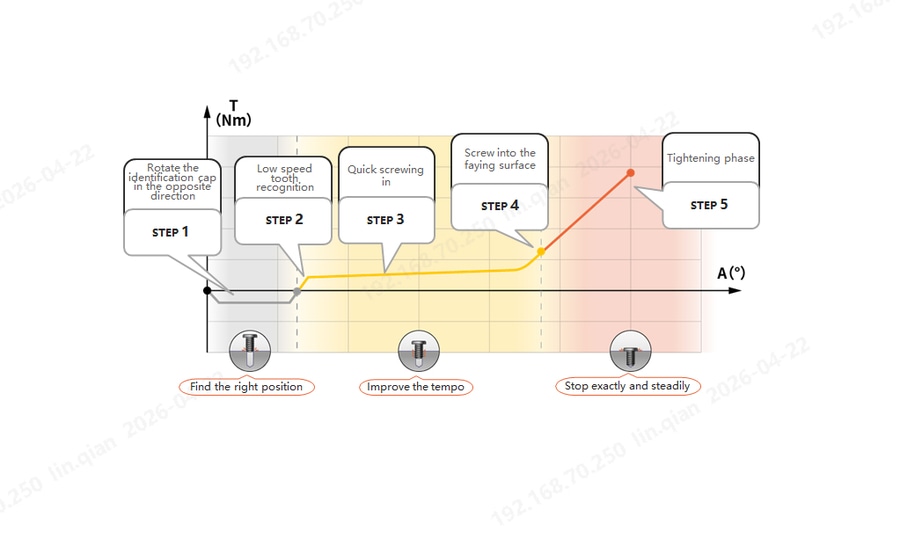
Dans des secteurs tels que l'assemblage mécanique, la construction automobile et l'assemblage d'équipements électroniques, le serrage des vis est un processus critique qui garantit la stabilité structurelle et la sécurité des produits. L'élaboration d'une stratégie de serrage scientifique et raisonnable repose sur le contrôle précis de deux paramètres majeurs : le couple et l'angle. Leur coopération synergique détermine directement le taux de réussite de la qualité du serrage. La courbe de serrage, en tant que représentation intuitive de la relation changeante entre ces deux paramètres, sert d'"outil de base" pour le contrôle des erreurs d'assemblage sur site et le diagnostic des défauts.
I. La relation fondamentale entre le couple et l'angle : La loi linéaire du serrage qualifié
L'ensemble du processus de serrage des vis consiste essentiellement à appliquer un couple pour entraîner la rotation de la vis (changement d'angle), ce qui provoque une déformation élastique ou plastique du boulon, générant ainsi une force de précontrainte pour obtenir un contact étanche entre les composants. Au cours d'un processus de serrage qualifié, la relation entre le couple et l'angle présente une loi linéaire claire et progressive, qui peut être divisée en trois étapes clés. Ces étapes constituent les composantes essentielles de la courbe de serrage. Leur fondement théorique découle de la combinaison de la loi de Hooke et de la géométrie du filetage, ce qui signifie que l'angle de rotation du boulon est à peu près proportionnel à la somme de l'allongement du boulon et de la compression des pièces connectées.
1. Phase d'emmanchement et d'assise du filetage : Le couple est minimal, l'angle augmente lentement.
Depuis le moment où la vis est mise en place (alignée avec le trou fileté) jusqu'à ce qu'elle repose sur la surface de la pièce connectée, l'essentiel de cette phase consiste à éliminer le jeu du filetage et à réaliser la mise en place initiale. Étant donné qu'aucune précharge effective n'a été générée, la résistance à la rotation de la vis est très faible ; par conséquent, la valeur du couple est proche de zéro et augmente doucement. L'angle augmente lentement avec la profondeur d'engagement de la vis. La variation de l'angle dans cette phase est principalement utilisée pour surmonter le jeu initial entre les filets, sans qu'aucune précharge effective ne soit générée. Les mesures effectuées sur certains boulons de culasse automobile montrent que la précharge correspondant aux 30 premiers degrés de rotation peut même être nulle, jusqu'à ce que l'écrou soit complètement assis contre la surface de la bride.
2. Phase de déformation élastique : Le couple et l'angle sont directement proportionnels ; le couple augmente rapidement.
Une fois que la vis repose sur la surface de la pièce assemblée, le serrage entre dans la zone de déformation élastique. À ce stade, la vis commence à subir un allongement élastique sous l'effet du couple appliqué, tandis que la pièce assemblée est comprimée. Le rapport de leur rigidité détermine la répartition de la déformation. La caractéristique principale de cette phase est une relation linéaire proportionnelle stricte entre le couple et l'angle, et la valeur du couple augmente rapidement. La résistance pendant la phase de déformation élastique provient principalement de la contrainte élastique du boulon. Au fur et à mesure que l'angle augmente, la contrainte élastique s'accumule continuellement et le couple augmente en conséquence. Dans la pratique, le processus de serrage de la plupart des vis atteint la valeur de couple cible au cours de cette phase, réalisant ainsi un serrage qualifié.
3. Phase de déformation plastique : L'augmentation du couple est faible, l'angle augmente de manière significative.
Si la force de serrage continue d'augmenter, une fois que le couple dépasse la limite d'élasticité du boulon, le serrage entre dans la zone de déformation plastique. Le boulon subit alors un allongement plastique irréversible et sa rigidité diminue. Par conséquent, seule une faible augmentation du couple est nécessaire pour provoquer un allongement significatif du boulon. Sur la courbe de serrage, cela se traduit par une légère augmentation du couple alors que l'angle augmente considérablement. Seuls quelques cas particuliers (par exemple, les assemblages de boulons à haute résistance) exigent que le serrage de la vis s'arrête après avoir atteint la limite d'élasticité afin de garantir la stabilité de la précharge. Dans ces cas, un contrôle précis de la combinaison couple-angle est nécessaire pour éviter la rupture du boulon.
Le changement continu à travers les trois étapes ci-dessus constitue la courbe de serrage complète. La courbe de serrage agit comme un "électrocardiogramme" du processus d'assemblage, enregistrant les changements dynamiques de couple et d'angle en temps réel. Non seulement elle indique intuitivement si le processus de serrage est qualifié, mais elle permet également de localiser rapidement les défauts sur place grâce aux tendances anormales de la courbe, fournissant ainsi des données précises pour la gestion de la prévention des erreurs d'assemblage. En comparant plusieurs courbes de serrage, il est possible d'identifier précisément les anomalies, d'optimiser les processus et de garantir la stabilité de la qualité.
II. Valeur pratique de la courbe de serrage : La clé de la prévention des erreurs d'assemblage et de l'optimisation des processus
Pour l'industrie de l'assemblage mécanique, la courbe de serrage n'est pas seulement un "outil pointu" pour le diagnostic des défauts, mais aussi une base essentielle pour l'optimisation des stratégies de serrage et l'amélioration de la qualité de l'assemblage. L'analyse de la courbe de serrage permet de dégager trois valeurs fondamentales :
La protection contre les erreurs en temps réel : En comparant une courbe standard à la courbe réelle mesurée, les anomalies pendant le serrage peuvent être identifiées en temps réel. Le serrage peut être arrêté rapidement pour éviter que les produits défectueux ne passent au processus suivant, ce qui réduit les coûts de reprise.
Traçabilité précise : Lorsqu'un défaut d'assemblage survient, l'analyse des caractéristiques de la courbe permet d'identifier rapidement la cause du défaut (par exemple, le dépassement du couple correspond à une vitesse excessive ou à un serrage répété), ce qui élimine la nécessité de procéder à des vérifications étape par étape et améliore l'efficacité du traitement des défauts.
Optimisation du processus : En utilisant les données de courbe accumulées au fil du temps, les réglages des paramètres de couple et d'angle peuvent être optimisés. Des paramètres clés tels que la vitesse de serrage et le pré-couple peuvent être ajustés pour s'adapter à des vis de spécifications et de matériaux différents, améliorant ainsi la stabilité de la qualité du serrage.
Conclusion : Le couple et l'angle sont les deux paramètres essentiels d'une stratégie de serrage. Leur relation au cours d'un processus de serrage qualifié présente un schéma linéaire clair et progressif, et la courbe de serrage est la représentation intuitive de cette relation. La maîtrise des caractéristiques de la courbe permet de diagnostiquer rapidement les problèmes sur site, d'optimiser le processus et de réduire les pertes liées aux défauts. Les outils de serrage intelligents de Danikor peuvent surveiller les valeurs de sortie du couple et de l'angle en temps réel pendant le processus de serrage, générer et enregistrer les courbes correspondantes, détecter avec précision les anomalies telles que la hauteur flottante ou le dénudage du filetage, et fournir un retour d'information en temps réel sur les résultats du serrage. Cela permet de réduire les temps d'inspection et de reprise à un stade ultérieur. Les données de serrage peuvent être exportées ou téléchargées vers le système MES (Manufacturing Execution System) pour faciliter la traçabilité et l'analyse. Les opérateurs et les ingénieurs chargés de l'optimisation des processus devraient apprécier l'analyse et l'application de la courbe de serrage, qui rend le processus de serrage plus précis et plus efficace, jetant ainsi des bases solides pour la qualité du produit.