Voir la traduction automatique
Ceci est une traduction automatique. Pour voir le texte original en anglais cliquez ici
#Actualités du secteur
{{{sourceTextContent.title}}}
6σ, ±3σ - La précision des outils est-elle vraiment différente ?
{{{sourceTextContent.subTitle}}}
tournevis intelligent, tournevis de haute précision, tournevis dynamométrique
{{{sourceTextContent.description}}}
La précision d'un outil de serrage détermine directement la précision et la stabilité du couple délivré, et constitue donc l'indicateur clé pour garantir la qualité des assemblages.
Pourtant, lorsque nous évaluons la précision d'un outil, nous rencontrons souvent deux termes apparemment similaires : 6σ et ±3σ.
Pouvez-vous les distinguer clairement ?
Et quelle est la différence essentielle ?
Les concepts de 6σ et ±3σ - deux façons d'énoncer le même fait statistique
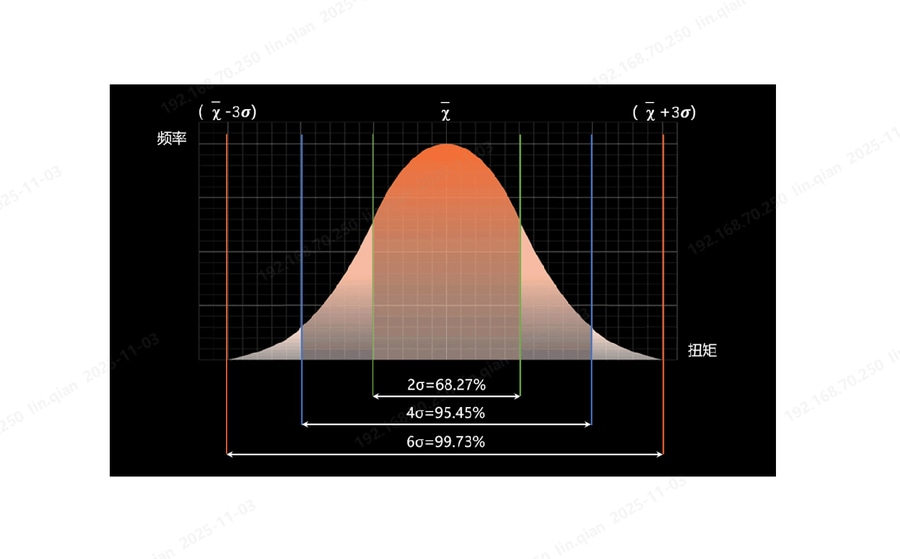
En fait, 6σ et ±3σ ne sont que des expressions différentes d'un fait statistique identique.
Dans une distribution normale, l'intervalle ±3σ s'étend sur trois écarts types à gauche et à droite de la moyenne, couvrant exactement six écarts types au total - le fameux "6σ".
Cette zone contient 99,73 % de toutes les valeurs, une probabilité considérée comme très élevée en statistique.
Les indices de capabilité des processus Cp et Cpk, couramment utilisés en ingénierie, sont également calculés sur la base de cette bande de six sigmas.
Ainsi, dans le langage de la courbe normale, le terme populaire "6σ" correspond essentiellement à la plage déjà décrite par "±3σ".
Mode de calcul de la précision des outils - formules différentes, norme de définition de la précision identique
Aujourd'hui, la précision des outils électriques courants est évaluée presque universellement à l'aide de la méthode de "précision 6σ" définie dans la norme ISO 5393.
Plusieurs points de test sont mesurés sur des articulations dures et souples ; l'écart type des lectures de couple est calculé et utilisé pour évaluer la précision globale de l'outil.
Selon cette norme, la classe de précision la plus élevée qu'un outil puisse atteindre est de ±5 %.
Plus σ est petit, plus le processus se comporte bien.
Toutefois, dans la pratique quotidienne de l'ingénierie, la plupart des fabricants indiquent "3σ / moyenne" pour des raisons de commodité et pour satisfaire aux exigences courantes en matière de Cp/Cpk.
Selon la norme ISO 5393, cette formulation correspond à la même classe la plus élevée - ±2,5 %.
Par conséquent, en ce qui concerne le degré de précision de l'outil, la formule "3σ / moyenne" est parfaitement équivalente à l'approche six-sigma de la norme ISO 5393.
Les formules montrent également que plus la valeur de précision est faible, plus la reproductibilité et la cohérence de l'outil sont élevées.
Plus qu'un "point unique" - les tests de précision sur tout l'angle garantissent un serrage cohérent
Outre la méthode statistique, la façon dont les mesures sont prises influence fortement le degré d'exhaustivité de la déclaration de précision.
La norme VDI 2647 exige qu'après un certain nombre de lectures, les outils à quatre pans soient tournés de 90° et les outils à six pans de 60°, de sorte qu'une rotation complète de 360° soit couverte au cours d'un cycle de test.
Cette règle stricte tient compte de l'uniformité des boîtes de vitesses et autres transmissions et garantit une transmission fiable du couple sur l'ensemble de la révolution.
Chez Danikor, chaque outil ne quitte l'usine qu'après un tel test angulaire complet, garantissant que chaque position angulaire autour d'un tour complet reste à l'intérieur de la bande de haute précision.
Le rapport d'accompagnement montre que, conformément à la norme ISO 5393, la précision du couple à un point est même inférieure à 6σ ±1 %, ce qui témoigne d'une très faible dispersion.
Facteurs clés qui influencent la précision des tournevis
À l'intérieur de la transmission de l'outil, la qualité de l'usinage des engrenages planétaires est le facteur décisif pour la précision de la sortie du couple.
La plupart des engrenages disponibles dans le commerce souffrent d'un module important, de tolérances larges et d'une faible dureté, autant de facteurs qui dégradent les performances de l'outil.
En construisant sa propre ligne d'usinage et en utilisant un équipement de haute précision associé à un processus strict, Danikor produit des engrenages à petit module qui sont à la fois durs, résistants et précis.
Cela améliore la stabilité du couple de sortie, le contrôle de la vitesse et la durée de vie de l'outil.