Voir la traduction automatique
Ceci est une traduction automatique. Pour voir le texte original en anglais cliquez ici
#Actualités du secteur
{{{sourceTextContent.title}}}
Pourquoi le couple seul ne suffit-il pas pour enfoncer des vis autotaraudeuses dans du plastique ?
{{{sourceTextContent.subTitle}}}
enfoncement de vis autotaraudeuses, tournevis dynamométrique, enfoncement de vis autotaraudeuses dans le plastique
{{{sourceTextContent.description}}}
Dans le monde de l'assemblage des métaux, le "contrôle du couple" est la règle d'or incontestée : nous fixons un couple cible, l'outil s'arrête lorsqu'il atteint cette valeur - simple, direct, efficace.
Pourtant, lorsque nous transposons cette stratégie au cas de l'enfoncement de vis autotaraudeuses dans des pièces en plastique, les problèmes surviennent généralement : soit la vis "flotte" (elle n'est pas complètement enfoncée), soit nous en faisons trop et nous dénudons les filets. Le taux de rendement ne s'améliore jamais.
Le problème fondamental est le suivant : pour les vis autotaraudeuses dans le plastique, il est loin d'être suffisant d'examiner le couple seul ; c'est même risqué. Voyons pourquoi et découvrons une solution plus fiable.
Le couple est essentiellement une mesure de la "force", c'est-à-dire de la résistance qui doit être surmontée pour faire tourner la vis. Dans les métaux, cette résistance provient principalement de la force de serrage créée par l'allongement du boulon, et les deux sont relativement proportionnels. Dans les matières plastiques, cependant, les choses se compliquent :
Matériau mou, couple de serrage élevé
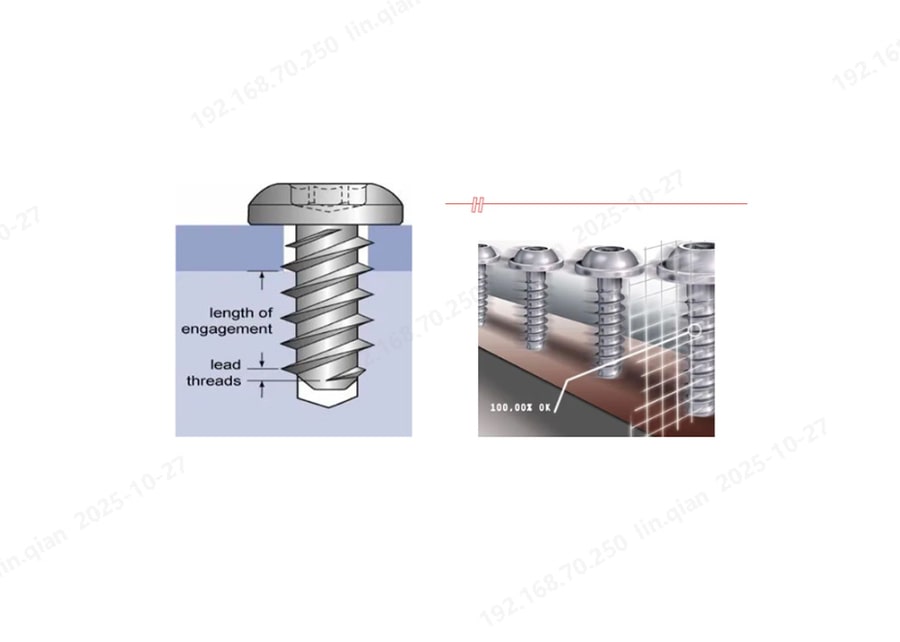
Une vis autotaraudeuse doit tailler son propre filet dans le plastique. Cette phase de "taraudage" produit une friction très élevée, ce qui fait grimper le couple. Si vous ne surveillez que le couple, l'outil peut atteindre la valeur cible avant que la vis n'ait généré une force de serrage utile et s'arrêter prématurément. Résultat : la vis "flotte" au-dessus de la surface et le joint est desserré.
Fragilité après la limite d'élasticité
Une fois le taraudage terminé, la vis entre dans la phase de "tension d'assise". La limite d'élasticité est atteinte à une faible contrainte et, après un pic de couple important, la vis se rompt presque sans déformation plastique. Un outil ne fonctionnant qu'au couple ne peut pas déterminer si ce pic correspond à une "charge de serrage saine" ou au "prélude à l'arrachement". Il est facile de serrer trop fort et de détruire le filetage.
Pour échapper à l'angle mort du couple, nous devons ajouter une deuxième dimension : l'angle.
L'angle enregistre toute la course de la vis. Une courbe couple-angle typique pour une vis autotaraudeuse en plastique comporte plusieurs étapes clés :
A. Rodage : la vis tourne librement, le couple est négligeable.
B. Taraudage : la vis coupe le plastique, le couple augmente rapidement et régulièrement.
C. Point d'appui (serré) : la tête de la vis touche la surface du plastique - c'est là que le serrage commence vraiment.
D. Tension élastique : la tige de la vis s'étire légèrement, ce qui crée une précharge ; le couple et l'angle augmentent simultanément.
E. Point de couple maximal : le couple maximal est atteint et la précharge est proche de l'optimum.
F. Défaillance : le matériau cède, le couple s'effondre, le filet se détache.
Le contrôle de l'angle nous indique exactement l'étape atteinte par la vis.
Les stratégies modernes de serrage de haute précision combinent donc le couple et l'angle. Des essais nous permettent de déterminer une "fenêtre couple-angle" optimale.
Un assemblage n'est accepté que si les deux conditions sont remplies :
Couple OK : le couple mesuré se situe dans la plage spécifiée.
Angle dans la fenêtre : la rotation comptée à partir du point d'appui se situe dans les limites angulaires prédéfinies.
Comment cela résout-il les problèmes précédents ?
Empêche le flottement : si le couple est atteint mais que l'angle est bien inférieur à la limite inférieure, le contrôleur signale "angle insuffisant". Cela signifie généralement que le taraudage est incomplet ou que la vis n'est pas encore en place, ce qui déclenche une alarme.
Prévention du dévissage : si le couple est atteint mais que l'angle dépasse déjà la limite supérieure, le contrôleur signale un "angle excessif" - un signe fort de serrage excessif et de dévissage imminent - et s'arrête immédiatement.
Le contrôle combiné couple-angle est le seul moyen d'obtenir des joints plastiques fiables, d'éliminer les incidents liés à la qualité de la masse et, en fin de compte, d'obtenir des taux de rendement élevés.