Voir la traduction automatique
Ceci est une traduction automatique. Pour voir le texte original en anglais cliquez ici
#Actualités du secteur
{{{sourceTextContent.title}}}
Quel est le processus de serrage des vis autotaraudeuses ?
{{{sourceTextContent.subTitle}}}
serrage de vis autotaraudeuses, système de vissage automatique, processus de serrage de vis autotaraudeuses
{{{sourceTextContent.description}}}
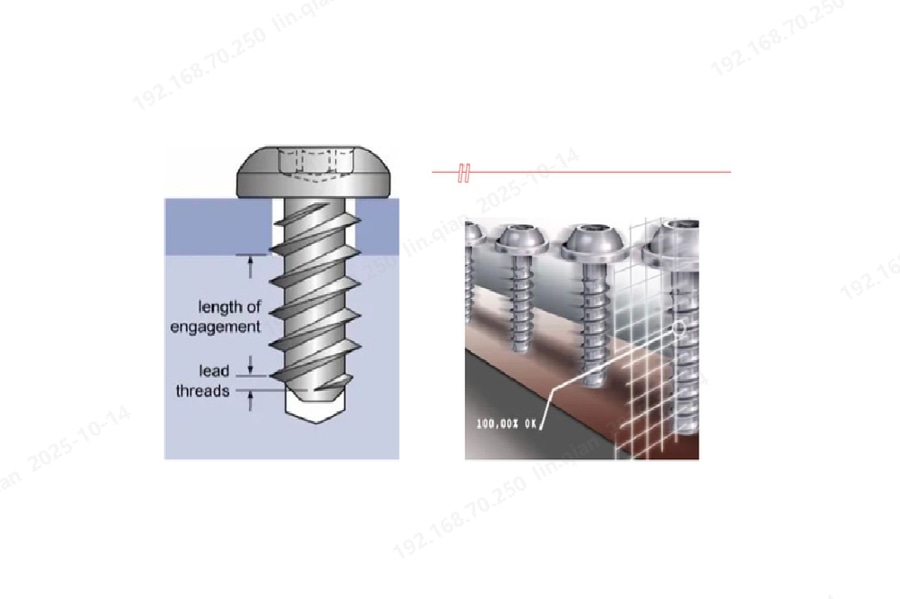
Qu'est-ce qu'une vis autotaraudeuse ?
Au sens habituel, une vis autotaraudeuse est une fixation filetée qui n'a pas besoin d'un filetage intérieur pré-taraudé. Lorsque la vis est enfoncée dans un trou lisse et non taraudé, elle coupe son propre filetage interne, ce qui nécessite un couple relativement élevé. La pièce à assembler est normalement un matériau souple tel que le plastique ou un alliage d'aluminium et de magnésium.
Les joints autotaraudeurs offrent une grande résistance, un faible coût et un allègement facile, c'est pourquoi ils sont largement utilisés dans les automobiles. Pour garantir un assemblage robuste et fiable, les constructeurs automobiles accordent une grande importance au contrôle du couple de serrage et au développement d'une bonne stratégie de serrage pour les vis autotaraudeuses.
Le couple nécessaire pour former le filet est influencé par la taille du trou pilote ; pour les vis enduites d'adhésif, le couple pendant la phase de ralentissement est également influencé par l'adhésif, de sorte que les valeurs peuvent être très différentes. Le couple de serrage d'une vis autotaraudeuse est plus élevé que celui d'une fixation filetée ordinaire, car un couple supplémentaire est consommé lors de la coupe du filet. Cela signifie que, pour un même couple de serrage global, la force de serrage obtenue avec une vis autotaraudeuse est plus faible. Par conséquent, le couple de serrage cible des vis autotaraudeuses est généralement fixé à un niveau plus élevé au stade de la conception.
Si vous avez encore des difficultés avec le processus de serrage complexe des vis autotaraudeuses, les outils de serrage intelligents de Danikor peuvent vous aider. Nos contrôleurs contiennent une stratégie "auto-taraudeuse" dédiée au plastique, à l'aluminium et aux applications auto-taraudeuses similaires. Cette stratégie est divisée en cinq phases : démarrage progressif, formation rapide du filet, descente continue, assise du filet et serrage final. Ces cinq étapes peuvent être combinées de manière flexible pour s'adapter au temps de cycle requis par le client.
Répartition des phases
Phase de démarrage progressif
Objectif : assurer un démarrage en douceur du moteur.
Vitesse de marche avant : ≤ 100 tr/min (généralement 50-100 tr/min).
Angle de marche avant : ≤ 100° (généralement 60-90°).
Plafond de couple : ≤ couple cible.
Limite de temps : ≤ 5 s (pour des considérations de takt).
Phase de taraudage rapide
Objectif : couper le filetage intérieur dans le trou pilote en plastique afin de pouvoir procéder au serrage.
Angle : ≤ 720-1080°.
Vitesse : élevée ; pour les matières plastiques ≤ 400-600 tr/min, pour l'aluminium ≤ 80 % du maximum de l'outil (en fonction du processus).
Plafond de couple : ≤ couple cible.
Limite de temps : ≤ 5 s.
Poursuite de la phase de redémarrage
Suit immédiatement la formation rapide du fil.
Vitesse : identique à la phase précédente.
Angle : calculé comme suit
angle d'auto-taraudage total - angle de formage rapide - angle de démarrage progressif - 200°,
en laissant 180-360° pour la phase suivante afin d'éviter un dépassement du couple.
Plafond de couple : ≤ couple cible.
Limite de temps : ≤ 5 s.
Phase d'assise du filetage
Vitesse : 100-200 tr/min (≤ outil maximum).
Couple de serrage :
- plastiques : ≤ 80 % de la cible (dépend de la vitesse de formage) ;
- aluminium : ≤ 40 % de l'objectif (peu d'influence de la vitesse de formage).
Le contrôle du frein au point d'assise garantit la qualité finale même si la vitesse est augmentée.
Plafond de couple : ≤ couple cible.
Limite de temps : ≤ 5 s.
Phase de serrage final
Vitesse : ≤ 100 tr/min ; plus le couple cible est élevé, plus la vitesse autorisée est importante (généralement 10-50 tr/min).
Couple cible : ≤ couple nominal de l'outil.
Plafond de couple : ≤ 1,2 × le couple nominal de l'outil.
Limite de temps : liée au temps de cycle global ; normalement ≤ 5 s.
Lorsqu'un outil intelligent Danikor est utilisé, le couple est surveillé en temps réel. Si le couple dépasse le plafond programmé, l'outil s'arrête instantanément, ce qui garantit un processus de taraudage stable, réduit les dommages causés à la pièce par les problèmes de fixation et, avec la stratégie d'autotaraudage, assure un contrôle supérieur de vos opérations de serrage et préserve la qualité de votre production.