Voir la traduction automatique
Ceci est une traduction automatique. Pour voir le texte original en anglais cliquez ici
#Actualités du secteur
{{{sourceTextContent.title}}}
Optimisation du cycle d'alimentation des systèmes d'alimentation par vis
{{{sourceTextContent.subTitle}}}
système d'alimentation automatique des vis, alimentateur de boulons, optimisation du temps de cycle d'alimentation des vis
{{{sourceTextContent.description}}}
Dans les lignes automatisées d'assemblage de vis, le temps nécessaire pour livrer une vis à la visseuse détermine directement le temps de production global.
En particulier dans les situations de haut débit, le fait de gagner quelques millisecondes par cycle permet d'obtenir un gain d'efficacité notable.
Cet article présente deux améliorations basées sur la collaboration - l'une pour l'alimentation à longue distance et l'autre pour les vis à faible rapport longueur-diamètre - qui raccourcissent le cycle en faisant se chevaucher les opérations de stockage et de mouvement, augmentant ainsi la vitesse de l'ensemble de la ligne automatisée sans nécessiter de réorganisation majeure.
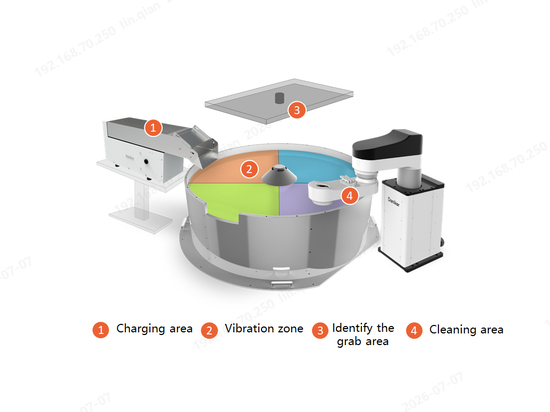
1. Comprendre la séquence linéaire ordinaire
Une ligne conventionnelle "entraîneur - tube d'alimentation - module d'entraînement" exécute les cinq étapes suivantes dans un ordre strict :
L'alimentateur fournit la vis suivante
La vis traverse le tube d'alimentation
Le module entraîne et serre la vis
Le module se rétracte et se réinitialise
Le module passe au trou suivant
Si la vis suivante n'est pas soufflée vers le nez avant que l'étape 4/5 ne soit terminée, le temps de transit du tube devient de l'attente pure et simple, et le gaspillage augmente avec la distance.
La suppression de cette limitation linéaire est la clé d'un cycle plus rapide.
2. Alimentation à longue distance : ajouter un module tampon local
L'idée
Insérer un petit "magasin/tampon" juste à côté du module d'entraînement, formant ainsi un parcours en deux étapes :
Alimentateur → Tampon → Nez du conducteur
Alors que le module est encore en mouvement, la vis suivante attend déjà dans le tampon ; seuls les derniers centimètres doivent être couverts après l'arrivée.
Séquence avec chevauchement
Le module termine la vis en cours
Pendant le serrage, le chargeur souffle la vis suivante vers le tampon (opération parallèle)
Le module se rétracte et s'indexe sur le trou suivant
Pendant le déplacement, le tampon souffle (ou souffle et aspire) la vis pré-enregistrée dans le nez
Le module arrive avec la vis déjà en place ; l'enfoncement commence instantanément
Résultat
Distance de soufflage réduite (derniers centimètres seulement)
Temps de transit caché dans le mouvement du robot
Aucune modification du matériel de l'alimentateur ou de l'automate - seules la synchronisation et une mémoire tampon peu coûteuse sont ajoutées
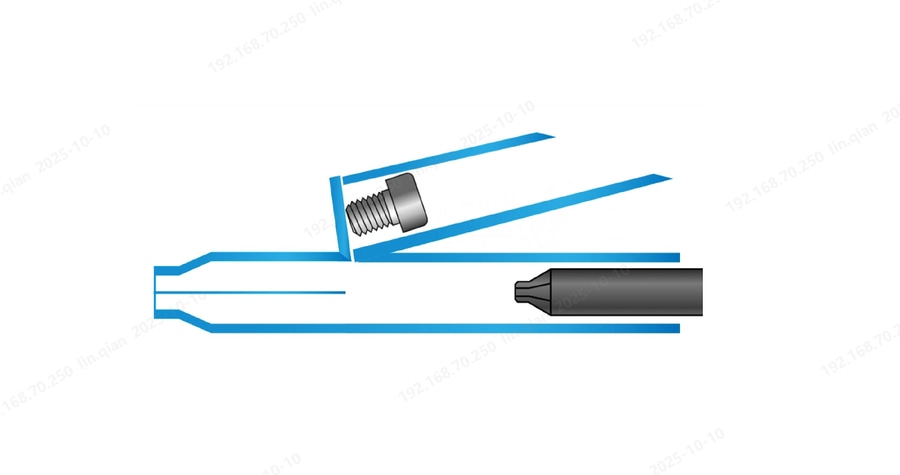
3. Vis à faible rapport longueur/diamètre : entraîneur à bras oscillant avec tampon intégré
Problème
Les vis ayant un rapport longueur-diamètre < 1,6 ont tendance à se retourner dans le nez à trois voies et à se bloquer.
Solution
Utiliser une visseuse à bras oscillant dont le canal d'alimentation peut pivoter.
Le bras lui-même fait office de magasin interne.
Séquence de chevauchement
Le module serre la vis de courant
Pendant le serrage, le chargeur souffle la vis suivante dans le bras pivotant (pré-stockage)
Le module se rétracte ; la gravité fait tomber la vis pré-stockée directement dans le nez
Le module se déplace vers le trou suivant et s'enfonce immédiatement
Avantages
Pas de tampon externe - compact et peu coûteux
Le basculement est éliminé car la vis est capturée à l'intérieur du canal de pivotement
Même synchronisation parallèle que la version longue distance
4. Remarques sur la mise en œuvre
Les deux systèmes conservent les alimentateurs, les tubes et les robots existants ; seul un tampon peu coûteux ou un nez de bras pivotant est boulonné
Le programme de l'automate programmable est mis à jour pour faire coïncider la commande "alimentation de la vis suivante" avec la fenêtre "serrer et déplacer" précédente
La réduction du temps de cycle est obtenue sans sacrifier la fiabilité de l'alimentation
En remplaçant le flux linéaire traditionnel par la collaboration "stockez pendant que vous travaillez", les fabricants peuvent réduire le temps de cycle et augmenter la capacité de la ligne avec un minimum de dépenses et de risques.