Voir la traduction automatique
Ceci est une traduction automatique. Pour voir le texte original en anglais cliquez ici
#Actualités du secteur
{{{sourceTextContent.title}}}
Analyse des stratégies de serrage pour les tournevis à servomoteur
{{{sourceTextContent.subTitle}}}
Stratégies de serrage pour les tournevis servo, tournevis électrique avec contrôle du couple, tournevis à contrôle du couple
{{{sourceTextContent.description}}}
Dans la fabrication industrielle, la qualité du serrage des boulons et des vis détermine directement la fiabilité du produit. Comme les processus de serrage varient considérablement d'un produit à l'autre, les visseuses asservies doivent prendre en charge plusieurs stratégies de serrage pour répondre aux diverses exigences en matière de fixation. Même avec seulement le couple et l'angle comme paramètres, trois stratégies peuvent être formées : "Couple plus angle", "Couple ou angle" et "Couple et angle" Leur logique de commande et les scénarios applicables diffèrent sensiblement. Cet article propose une analyse approfondie de ces trois stratégies.
Avant de détailler les stratégies, il est essentiel de clarifier la relation entre le couple/angle et la force de serrage. La force de serrage est l'objectif ultime de la fixation par boulon, mais elle ne peut pas être mesurée directement - elle est seulement déduite indirectement par le couple et l'angle.
Couple : La force de rotation appliquée au boulon. Un couple plus élevé augmente généralement la force de serrage, mais il est fortement influencé par le frottement (par exemple, l'huile sur les surfaces des vis, les débris dans les trous filetés).
Angle : La rotation pendant le serrage. Avec des spécifications de filetage fixes, l'angle est en corrélation directe avec la "profondeur d'insertion" du boulon, offrant un reflet plus précis des changements de force de serrage.
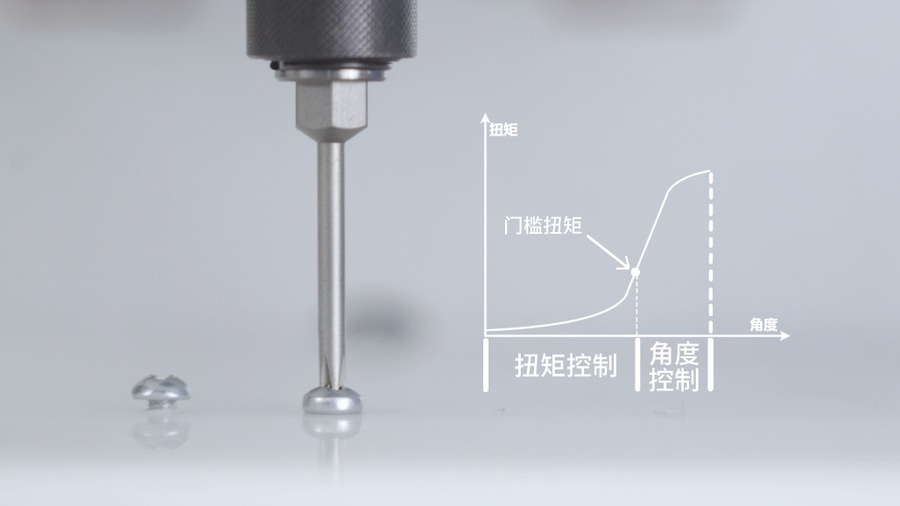
L'essence d'une visseuse asservie est de contrôler indirectement la force de serrage en prédéfinissant des règles "couple-angle", en comparant les données du capteur en temps réel à des seuils et en déclenchant une commande d'arrêt. La principale différence entre les trois stratégies réside dans la manière dont elles évaluent logiquement le "seuil de couple" et le "seuil d'angle"
(1) Couple plus angle : Éliminer les interférences dues au frottement grâce à une commande à deux niveaux
la stratégie "Couple plus angle" est une stratégie en deux étapes dont la logique est la suivante : "D'abord, assurer le contact, puis contrôler précisément l'angle : "Assurer d'abord le contact, puis contrôler précisément la force de serrage"
Étape 1 (pré-serrage) : La visseuse asservie fonctionne en mode de contrôle du couple jusqu'à ce que le couple prédéfini soit atteint, puis passe au contrôle de l'angle. Cela permet d'éliminer les écarts entre les surfaces de contact (par exemple, le rebond du joint, les tolérances d'assemblage) afin d'assurer un contact total avec la pièce à usiner.
Étape 2 (serrage final) : La visseuse passe au contrôle de l'angle, tournant d'un angle prédéfini sans tenir compte des variations de couple, et s'arrêtant une fois l'angle atteint.
Comme l'angle final correspond directement à l'allongement du boulon, cette stratégie permet d'éviter les erreurs dues au frottement et d'obtenir une force de serrage de haute précision. Elle convient aux applications exigeant une force de serrage uniforme, telles que les boulons de châssis automobile ou les joints critiques de moteur, où la variabilité du frottement constitue le principal risque de qualité.
(2) Couple ou angle : L'un ou l'autre paramètre déclenche l'arrêt - idéal pour les pièces à faible consistance
la stratégie "Couple ou angle" est une stratégie de tolérance aux pannes : "Arrêter immédiatement lorsque le couple ou l'angle atteint son seuil
Les opérateurs prédéfinissent le couple et l'angle cibles. Si la résistance de l'assemblage est faible (par exemple, trou surdimensionné), l'angle peut être atteint en premier ; si la résistance est élevée (par exemple, trou sous-dimensionné), le couple peut être atteint en premier. Dans les deux cas, le processus est arrêté, ce qui évite un serrage excessif et la fissuration de la pièce.
Cette logique à deux seuils et à deux déclenchements atténue les risques liés au contrôle d'un seul paramètre, ce qui le rend adapté aux pièces présentant une grande variabilité, comme l'assemblage d'appareils électroménagers où les positions des trous en plastique diffèrent d'un lot à l'autre.
(3) Couple et angle : Les deux doivent atteindre les seuils - élimine les faux serrages
la méthode "Couple et angle" exige que "les deux paramètres atteignent leurs seuils avant de s'arrêter - aucun des deux ne peut manquer"
Si le couple est atteint mais que l'angle est insuffisant, le tournevis continue jusqu'à ce que l'angle soit atteint, et vice-versa. La dernière passe exige toujours que les deux valeurs soient conformes aux spécifications. Cette double validation permet d'éradiquer efficacement les faux serrages, ce qui est essentiel pour les composants de haute sécurité, aérospatiaux ou médicaux, où un seul joint mal serré peut entraîner une défaillance catastrophique.
Pour les fabricants, le choix de la bonne stratégie permet non seulement d'améliorer la qualité des produits, mais aussi de réduire les coûts après-vente. Comme les secteurs des nouvelles énergies, de l'aérospatiale et d'autres secteurs exigent une qualité de fixation toujours plus élevée, l'application raffinée de stratégies avancées deviendra une tendance de l'industrie.