Voir la traduction automatique
Ceci est une traduction automatique. Pour voir le texte original en anglais cliquez ici
#Actualités du secteur
{{{sourceTextContent.title}}}
Comment réduire les erreurs humaines et améliorer la précision des angles pendant le processus de serrage ?
{{{sourceTextContent.subTitle}}}
processus de serrage des vis, système de vissage automatique, visseuse électrique avec contrôle de couple
{{{sourceTextContent.description}}}
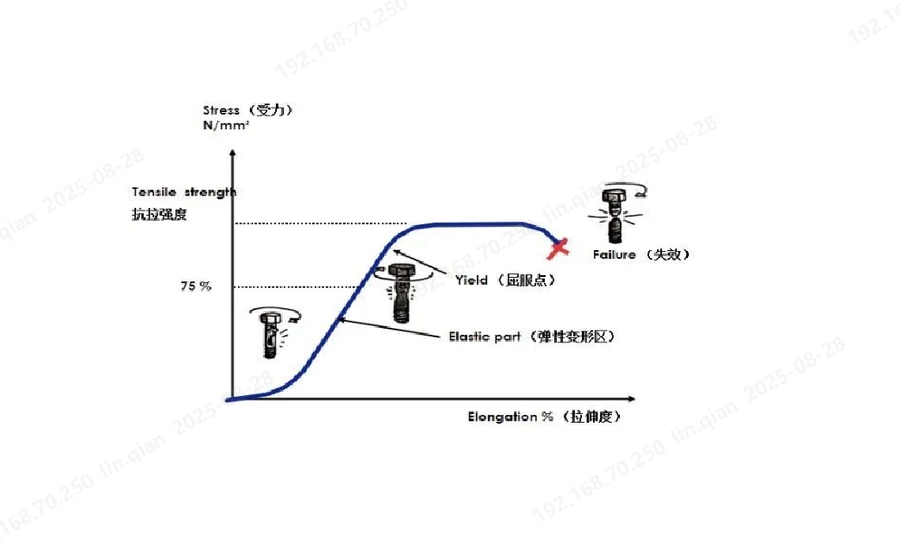
Sur l'ensemble du marché, l'adoption de l'automatisation de la production augmente d'année en année. Cette tendance n'est pas seulement motivée par les coûts de main-d'œuvre et les exigences d'efficacité ; dans certains postes de travail sensibles à la précision, l'automatisation est devenue la principale méthode pour éviter l'influence humaine et déterminer la stabilité des lots et la qualification des produits. Cependant, tous les postes de travail ne peuvent pas réaliser un assemblage standardisé ! Lors du serrage manuel avec des outils portatifs, le mouvement de l'outil peut affecter de manière significative l'angle de sortie, en particulier lorsque l'angle est un paramètre clé de la stratégie de serrage.
Connexions critiques
Pour les assemblages critiques, le comptage des vis est nécessaire. Outre le contrôle des variables de couple, des variables de surveillance supplémentaires sont nécessaires. Généralement, nous contrôlons l'angle, ce qui permet d'identifier les situations où le couple est conforme à la norme, mais où la force de serrage réelle ne l'est pas.
Raccords de sécurité
Pour les assemblages de sécurité, les variables de couple ou d'angle doivent être contrôlées, tandis que les variables d'angle ou de couple doivent également être surveillées.
Dans les scénarios impliquant des boulons autotaraudeurs ou une utilisation élevée des boulons, les exigences strictes en matière de force de serrage rendent essentielles les stratégies de contrôle basées sur l'angle. Cette approche permet d'éviter l'endommagement de la pièce ou la rupture du boulon, ce qui permet d'éviter les pertes économiques directes.
Dans les cas ci-dessus, les variables d'angle et de couple sont toutes deux importantes. Il est relativement facile d'y parvenir grâce à des lignes de production automatisées équipées d'outils à base de capteurs ou de broches de serrage. Toutefois, pour les postes de travail présentant des angles de serrage complexes, variables ou non reproductibles, l'assemblage manuel reste nécessaire. Il s'agit par exemple de la fixation des sièges automobiles au châssis, des boucles des ceintures de sécurité arrière et d'autres postes de travail similaires. La question qui se pose alors est la suivante : comment pouvons-nous garantir des exigences de haute précision lors de l'assemblage manuel et corriger les erreurs angulaires induites par l'homme et causées par les tournevis de serrage manuels ?
Deux solutions peuvent être adoptées : des dispositifs de réaction ou des outils de serrage intégrés à des gyroscopes.
Dispositifs de réaction
Dans la pratique, la force de réaction de l'outil et la position de l'opérateur peuvent entraîner une rotation de l'outil à un certain angle. Bien que nous surveillions/contrôlions la force de serrage par la mesure de l'angle, l'angle lui-même peut déjà comporter une erreur significative. Une méthode courante pour empêcher le mouvement de l'outil consiste à le fixer en place - c'est ce que l'on appelle un dispositif de fixation à réaction :
Direction fixe : Le dispositif de réaction s'appuie sur la pièce à usiner ou sur l'outillage correspondant, en utilisant la pièce à usiner elle-même pour résister à la force de réaction.
Multidirectionnel : L'outil est intégré dans un bras de réaction qui résiste à la force de réaction. Cela permet de travailler dans un rayon plus large et de serrer dans plusieurs directions.
En utilisant les méthodes ci-dessus, presque toutes les erreurs d'angle d'origine humaine rencontrées lors d'un serrage conventionnel peuvent être résolues efficacement.