#Actualités du secteur
Défi à relever : des broches propres sur des microélectrovannes
Comment l’entreprise Staiger améliore la qualité grâce au processus d’encapsulage avec des fluides bicomposants
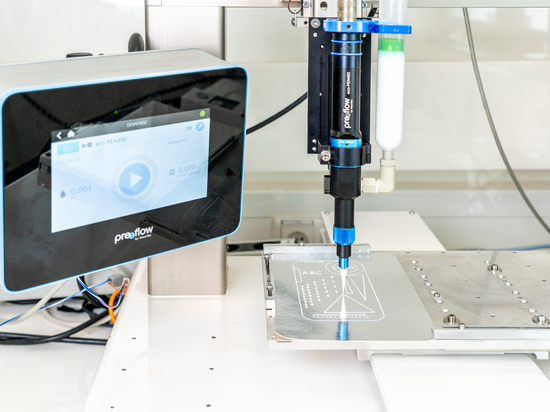
• L’eco-DUOMIX est utilisé chez Staiger pour le dosage automatisé d’un produit d’encapsulage bicomposant de Henkel
• Cette collaboration a permis d’acquérir des connaissances importantes pour le développement de l’eco-CONTROL EC200 2.0
• L’entreprise Staiger profite de l’amélioration de la stabilité du processus et du traitement ainsi que de la sécurité au travail
Lors des processus d’encapsulage, les broches sont des points névralgiques sur les pièces et les composants. Si les contacts miniatures sont encrassés par des colles, la conductivité électrique et donc la qualité des composants en pâtissent.
L’entreprise Staiger, à Erligheim, dans le Wurtemberg, a automatisé l’encapsulage de la colle bicomposant (2K) dans les têtes magnétiques pour électrovannes afin d’exclure avec certitude ce phénomène lors de la fabrication de microélectrovannes de 7 mm seulement et d’obtenir en outre des hauteurs de remplissage toujours identiques. « Jusqu’à présent, nous mélangions le matériau à la main, puis nous le dosions également manuellement, palette par palette », explique Stefan Waldinsperger, chef du service Construction de moyens d’exploitation et de contrôle & Développement de processus chez Staiger. Bien que l’encapsulage manuel par quatre collaborateurs bien formés soit acceptable sur le plan qualitatif, il est cependant beaucoup trop monotone pour des quantités de fabrication de 600 à 800 pièces par équipe. La pénurie croissante de main-d’œuvre qualifiée et le gain de qualité escompté grâce à la précision constante de la robotique ont fait pencher la balance en faveur de l’automatisation.
Les premiers tests ont été réalisés avec l'eco-DUO de preeflow, que Staiger s'est procuré chez un revendeur officiel preeflow. Il s’est alors avéré que les deux composants du matériau d’encapsulage Henkel utilisé ne se prêtaient que partiellement au mélange statique dans l’eco-DUO. « Le matériau bicomposant est très difficile à mélanger et à doser », indique Stefan Waldinsperger. Par conséquent, il a contacté le fabricant preeflow, fournisseur de microdosage. L’objectif : discuter de solutions techniques alternatives pour répondre à ses exigences. Les électrovannes sont de toute petite taille, ce qui nécessite par conséquent un système de dosage précis pour de très petites quantités. En même temps, la technologie devait être adaptée aux propriétés exigeantes du matériau de la masse d’encapsulage 2K. Stefan Waldinsperger s’explique : « Le durcisseur a une très faible viscosité. Il durcit vite, même en tant que composant individuel, et doit donc être traité rapidement. Tout cela a un impact sur le processus. »
Lors d’entretiens communs, les responsables ont évalué les exigences techniques et les technologies appropriées et ont opté pour l’eco-DUOMIX. La plus grande différence par rapport à l’eco-DUO, c'est que l’eco-DUOMIX réalise le mélange de manière dynamique en utilisant un moteur à couple élevé. Cela augmente la stabilité du processus, surtout pour les fluides complexes de viscosités différentes, et influe donc sur la qualité de traitement.
Le hasard a voulu que preeflow développe la commande eco-CONTROL EC200 2.0 parallèlement au projet de Staiger. En tant que fabricant de vannes, Staiger dispose également du savoir-faire correspondant en matière de commande, afin d’intégrer les processus en toute sécurité dans la série. L’entreprise est donc devenue un partenaire précieux pour les développeurs de la fonction DUOMIX au sein de la nouvelle commande eco-CONTROL EC200 2.0 chez preeflow. « Nous avons de nombreux clients de renom qui appliquent des normes de qualité extrêmement élevées. En tant que fournisseur, il est donc toujours bénéfique de relever de nombreux paramètres qui servent à la surveillance des processus », déclare Stefan Waldinsperger en décrivant son quotidien. Chez ViscoTec, les impulsions de Staiger ont été rapidement prises en compte et certains éléments de l’eco-CONTROL EC200 2.0 ont été modifiés ci et là. Il est désormais possible de saisir des données sur l’état de fonctionnement du troisième moteur responsable du mélange, pour ne citer qu’une amélioration. « Le contact avec Staiger à cette époque a été une aubaine pour le nouveau développement de l’eco-CONTROL EC200 2.0 », se réjouit Thomas Schmid, directeur d’unité opérationnelle chez preeflow. Stefan Waldinsperger approuve, même si c’est pour une autre raison : « Nos collaborateurs sont maintenant surtout contents que le mélange manuel des deux composants se fasse désormais en grande partie automatiquement dans l’eco-DUOMIX et que le service de remise en état n’ait plus qu’à remplir les réservoirs avec le matériau Henkel. Il y a moins de contact direct avec le matériau, ce qui est naturellement un avantage du point de vue de la sécurité au travail. »