Voir la traduction automatique
Ceci est une traduction automatique. Pour voir le texte original en anglais cliquez ici
#Tendances produits
{{{sourceTextContent.title}}}
Déterminez les paramètres de soudure à chaud pour l'emballage médical en plastique flexible
{{{sourceTextContent.subTitle}}}
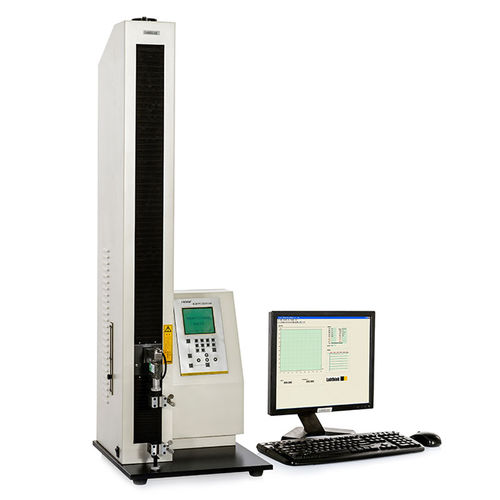
Appareil de contrôle de soudure à chaud de gradient de Labthink GHS-03 et machine d'essai à la traction automatique de XLW (PC).
{{{sourceTextContent.description}}}
La force de soudure à chaud, se rapporte à la force du joint dans les matériaux de barrière flexibles et peut être employée pour déterminer la cohérence dans le joint, aussi bien que l'évaluation de la force s'ouvrante du système de paquet. Habituellement la force de soudure à chaud dépend de ces paramètres de soudure à chaud comprenant la température de cachetage, la pression de scellage et le temps de pause.
La détermination des paramètres de scellage appropriés est significative à la représentation et à la qualité du paquet. Pour être spécifique, si les paramètres de scellage sont si bas, en raison de la force insuffisante de joint, la couche de scellage peut ne pas pouvoir combiner ensemble étroitement et en conséquence, les bords de scellage peuvent se casser ou couler. D'autre part, si les paramètres de scellage sont trop hauts, la zone de joint peut se rétrécir et en conséquence, le paquet peut se casser de la racine. Par conséquent, il est tout à fait important que les fabricants de l'emballage médical en plastique flexible commandent la force de joint en choisissant des paramètres de scellage appropriés.
Cet article prévoit une méthode simplifiée pour la détermination de souder à chaud des paramètres de l'emballage médical en plastique flexible en appareil de contrôle de soudure à chaud de gradient du GHS-03 de Labthink et machine d'essai à la traction automatique de XLW (PC).
L'appareil de contrôle de soudure à chaud du gradient GHS-03 se conforme à ASTM F2029-2008 : Techniques normalisées pour faire des soudures à chaud pour la détermination de Heatsealability des Webs flexibles en tant que mesuré par force de joint.
Les essais seront réalisés selon les procédures suivantes.
(1) Coupez 6 morceaux de spécimens des échantillons fournis. La taille du spécimen sera 30cmby 15cm.
(2) De brancher appareil de contrôle de soudure à chaud du gradient GHS-03. Pression de scellage réglée, temps de pause et température de scellage. La température de la mâchoire de scellage inférieure peut être placée à l'une température fixe ou aux mêmes que la température ambiante, alors que la température des mâchoires de scellage supérieures peut être placée de la manière prescrite avec un certain gradient.
(3) Quand les températures de scellage préréglées sont atteintes, pile 2 morceaux de spécimens ensemble (surface d'étanchéité sur la surface d'étanchéité). Insérez alors les spécimens dans entre les mâchoires de scellage supérieures et inférieures le long de la direction de longueur pour commencer le thermocollage.
(4) Scellez d'autres spécimens selon les procédures mentionnées dans l'étape 2 et l'étape 3.
(5) Coupez une section (15mm dans la largeur) de spécimen des spécimens scellés, 2 morceaux pour chaque température de scellage.
(6) Dévoilez alors les spécimens préparés dans l'étape 5. La longueur du secteur dévoilé devrait être pas moins de 10cm.
(7) Commutateur sur la largeur automatique de spécimen de machine d'essai à la traction et d'ensemble de XLW (PC), la vitesse d'essai et d'autres paramètres d'essai.
(8) Bride une des spécimens préparés dans l'étape 6 entre les poignées supérieures et inférieures témoin. Cliquez sur l'essai pour commencer l'essai.
(9) Le résultat d'essai sera montré automatiquement après l'essai.
(10) Examinez d'autres spécimens préparés dans l'étape 6 selon les procédures mentionnées dans l'étape 8.
Pour plus de détails au sujet de l'appareil de contrôle de soudure à chaud de gradient du GHS-03 de Labthink et de la machine d'essai à la traction automatique de XLW (PC), visitez svp en.labthink.com

{{medias[54038].description}}