Voir la traduction automatique
Ceci est une traduction automatique. Pour voir le texte original en anglais cliquez ici
#Actualités du secteur
{{{sourceTextContent.title}}}
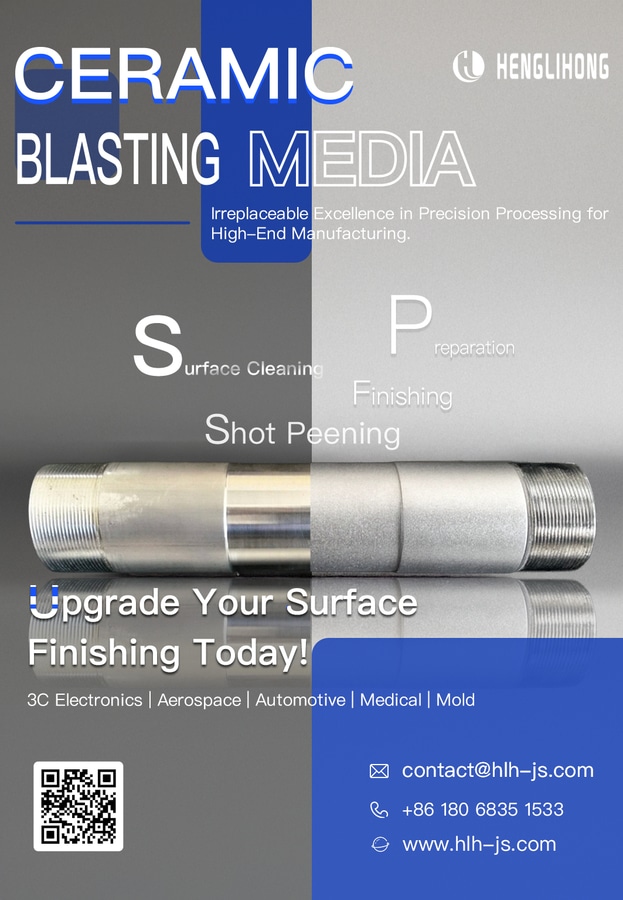
Applications industrielles et perspectives de la technologie de microbillage céramique
{{{sourceTextContent.subTitle}}}
Explorer l'avenir du traitement de surface de précision dans l'industrie manufacturière grâce à la technologie de microbillage céramique
{{{sourceTextContent.description}}}
Dans le domaine de la fabrication de précision moderne, la technologie du traitement de surface joue un rôle crucial. Compte tenu des exigences croissantes en matière de qualité de surface dans les industries de haute technologie telles que l'électronique, l'aérospatiale et les appareils médicaux, les technologies de sablage traditionnelles ne peuvent plus répondre aux exigences de traitement à l'échelle du micron. La technologie de projection de billes de céramique à l'échelle du micron, en tant que méthode émergente de traitement de surface de haute précision, devient progressivement un processus indispensable dans la fabrication de pièces de précision. Cet article analyse en profondeur les principes, les applications et les tendances de développement de cette technologie.
1. Principes techniques
1.1 Caractéristiques matérielles des billes de céramique de niveau micrométrique
Les billes de céramique micrométrique sont principalement fabriquées à partir de matériaux céramiques de haute dureté tels que l'oxyde de zirconium (ZrO₂), l'oxyde d'aluminium (Al₂O₃) ou le carbure de silicium (SiC), avec des diamètres allant généralement de 5 à 100 microns. Ces matériaux possèdent les caractéristiques suivantes :
Dureté ultra-élevée : Dureté Mohs de 8-9,5, proche de celle du diamant
Excellente sphéricité : Sphéricité supérieure à 98 %, garantissant des surfaces de contact uniformes
Stabilité chimique : Résistant aux acides et aux alcalis, non réactif avec la plupart des métaux
Précision dimensionnelle : Distribution uniforme de la taille des particules avec un écart-type contrôlé à ±1μm
1.2 Mécanisme de fonctionnement
La technologie de microbillage céramique utilise de l'air à haute pression ou un flux liquide comme support pour projeter des billes de céramique de taille micrométrique sur la surface de la pièce à des vitesses (20-120m/s) et des angles (15°-90°) contrôlés avec précision. Les effets d'impact microscopiques produits par la collision des billes de céramique avec la surface permettent de modifier celle-ci avec précision :
La micro-coupe : Les arêtes des billes de céramique effectuent une micro-coupe sur la surface, éliminant des couches superficielles de l'ordre du nanomètre
Déformation plastique : Les forces d'impact créent une déformation plastique microscopique à la surface du matériau, ce qui augmente la dureté de la surface
Contrainte de nanocompression : Forme un champ de contrainte compressif dans la couche superficielle, améliorant la résistance à la fatigue
Activation de la surface : Augmente les sites actifs de la surface, améliorant ainsi l'adhérence du revêtement
2. équipement et paramètres du processus
2.1 Composants de base de l'équipement
Les systèmes modernes de projection de billes céramiques à l'échelle du micron comprennent généralement les composants suivants :
Système de contrôle de la pression de haute précision : Fluctuation de la pression contrôlée à ±0,01MPa
Dispositif de classification des poudres à l'échelle du micron : Assure l'uniformité de la taille des particules
Système de contrôle numérique de la buse : Contrôle précis de l'angle et de la distance de projection
Système de surveillance optique en temps réel : Contrôle des effets du traitement et ajustement des paramètres en temps réel
Unité de contrôle de l'environnement : Température contrôlée à 20±2℃, humidité à 45±5%
2.2 Paramètres clés du processus et contrôle
Paramètre, plage de contrôle, facteurs d'influence
Pression de sablage : 0,1-0,8MPa, rugosité de la surface, efficacité du traitement
Diamètre des billes : 5-100μm, morphologie de la surface, microstructure
Angle de projection : 15°-90°, direction de la force d'impact, taux d'enlèvement de matière
Distance de projection : 10-100 mm, répartition de l'énergie, uniformité du traitement
Temps de traitement : 5-300s, intégrité de la surface, profondeur de traitement
Densité du flux de billes : 2-20g/min-cm², efficacité du traitement, qualité de la surface
Le contrôle précis de ces paramètres est essentiel pour obtenir des effets de surface idéaux. Les systèmes modernes utilisent généralement des algorithmes d'intelligence artificielle pour faciliter l'optimisation des paramètres, en générant automatiquement des combinaisons de paramètres optimales basées sur les caractéristiques du matériau et les exigences de traitement.
3. domaines d'application
3.1 Industrie des semi-conducteurs et de la microélectronique
Traitement de précision de la grille de connexion : Augmentation de la force de collage de 30 à 50 %
Nettoyage des systèmes microélectromécaniques (MEMS) : Élimine les contaminants microscopiques et améliore le rendement jusqu'à 15 %
Traitement des substrats d'emballage de circuits intégrés : Améliore la mouillabilité de la surface, améliorant la fiabilité de la soudure
3.2 Domaine aérospatial
Renforcement des aubes de turbines à gaz : Augmentation de la durée de vie en fatigue des pales jusqu'à 40 %
Traitement de précision des composants hydrauliques : Réduction du coefficient de frottement, prolongeant la durée de vie
Traitement de surface des fixations aérospatiales : Améliore la résistance à la fragilisation par l'hydrogène et la résistance à la corrosion
3.3 Dispositifs médicaux
Modification de la surface des implants : Amélioration de l'ostéointégration, amélioration de la biocompatibilité
Traitement des implants dentaires : Création de microstructures qui favorisent la croissance des tissus
Composants d'appareils médicaux de précision : Suppression des micro-bavures, amélioration de la sécurité
4.1 Avantages par rapport aux technologies traditionnelles de dynamitage
Précision de traitement améliorée : Possibilité de modifier la surface au niveau du nanomètre, avec des valeurs Ra contrôlables dans une fourchette de 0,05 à 1,2μm
Intégrité de la surface : Ne produit pratiquement pas de microfissures ou de concentrations de contraintes
Répétabilité : Cohérence d'un lot à l'autre supérieure à 95
Respect de l'environnement : Les matériaux céramiques peuvent être recyclés, ce qui réduit la production de déchets
Contrôle précis des zones : Possibilité de traitement sélectif d'une zone au niveau du micron
<4.2 Limites et défis techniques
Coût d'investissement de l'équipement : L'équipement professionnel nécessite généralement un investissement de 500 000 à 2 000 000 de yuans
Fenêtre de traitement étroite : Exigences élevées en matière de contrôle des paramètres, fonctionnement difficile
Problèmes d'adaptabilité à des matériaux spécifiques : Tels que les matériaux ultra-mous ou certains composites
Efficacité de la production : Surface traitée plus petite par unité de temps par rapport aux méthodes traditionnelles
5. Dernières tendances en matière de développement technologique
5.1 Intelligence et jumeaux numériques
Optimisation des paramètres assistée par l'IA : Réduit le temps d'essai et d'erreur jusqu'à 85 %
Technologie de jumelage numérique : Simulation en temps réel du processus de sablage, prédiction de la qualité de la surface
Systèmes de contrôle adaptatifs : Ajustement automatique des paramètres du processus sur la base d'un retour d'information en temps réel
<5.2 Nouveaux matériaux céramiques
Microbilles de céramique à structure core-shell : Combinaison d'une dureté et d'une ténacité élevées
Céramiques nanocomposites : amélioration de la résistance à l'usure et de la stabilité chimique
Billes de céramique fonctionnalisées : Modification de la surface avec des groupes fonctionnels spécifiques, permettant une activation chimique
5.3 Intégration du processus composite
Microdécapage assisté par électrochimie : Combinaison d'effets électrochimiques pour améliorer l'efficacité de l'enlèvement de matière
Sablage céramique assisté par laser : Utilisation d'un prétraitement au laser pour améliorer la précision du traitement
Technologie assistée par ultrasons : Amélioration des effets d'impact des microbilles tout en réduisant la pression de projection
6. étude de cas : Traitement des lames Aero-Engine
Un fabricant de moteurs aéronautiques a adopté des billes de céramique de l'ordre du micron (ZrO₂, 20±2μm) pour traiter les aubes de turbine en alliage à haute température, obtenant ainsi les résultats significatifs suivants :
Rugosité de surface optimisée de Ra 1,8μm à Ra 0,4μm
La dureté de surface a augmenté de 42 %, passant de HV320 à HV455
La profondeur de la couche de contrainte de compression de surface a atteint 25μm, améliorant la durée de vie en fatigue de 35 %
L'adhérence du revêtement de la barrière thermique s'est améliorée de 50 %, prolongeant la durée de vie de 2 000 heures
L'efficacité de la production a augmenté de 20 %, avec une réduction de 75 % du taux de reprise de traitement
Ce cas valide pleinement les performances supérieures de la technologie de microbillage céramique dans le traitement de surface des pièces de précision haut de gamme.
<7.1 Processus de mise en œuvre des processus< strong>
Prétraitement : Nettoyage par ultrasons pour éliminer l'huile et les particules
Conception des paramètres : Définition des paramètres initiaux sur la base des caractéristiques et des exigences du matériau
Validation de l'échantillon : Essais en petits lots et analyse de surface
Traitement formel : Contrôle des conditions environnementales, exécution des opérations de sablage
Contrôle de la qualité : Rugosité de la surface, morphologie et tests de performance
Post-traitement : Neutralisation de la surface, élimination des particules céramiques résiduelles
7.2 Contrôle de la qualité et méthodes d'essai
Élément d'essai, équipement d'essai, norme de contrôle
Rugosité de surface : Confocal laser / Microscope, Ra ±0,05μm
Morphologie de la surface : SEM à émission de champ, pas de microfissures, distribution uniforme des particules
Couche de contrainte de compression : Analyseur de contrainte aux rayons X, valeur de contrainte -300±30MPa
Dureté de la surface : Testeur de nano-indentation, écart de dureté <5%
Activité de surface : Mesure de l'angle de contact, réduction de l'angle de contact >40%
Conclusion
En tant que procédé de pointe pour le traitement de surface des pièces de précision, la technologie de microbillage céramique continue à dépasser les limites du traitement traditionnel, fournissant un soutien technique puissant aux industries de fabrication de haute technologie. Ses applications dans l'aérospatiale, les appareils médicaux, les semi-conducteurs et d'autres domaines ont fortement favorisé le progrès technologique dans ces industries. Avec le développement de la fabrication intelligente et des nouvelles technologies des matériaux, la technologie de microbillage céramique intégrera davantage les concepts avancés tels que l'intelligence artificielle et les jumeaux numériques pour atteindre une plus grande précision et un traitement de surface plus efficace, offrant ainsi de nouvelles opportunités de développement pour la fabrication de précision.
Lors de l'introduction de cette technologie, les entreprises doivent prendre en compte les coûts d'investissement, les exigences techniques et les scénarios d'application pour formuler des stratégies de mise en œuvre raisonnables afin d'exploiter pleinement son potentiel d'amélioration de la qualité des produits et d'optimisation des coûts.
Mots-clés : #Billes céramiques microniques #Technologie de sablage #Traitement de surface #Fabrication de précision #Aérospatiale #Appareils médicaux