Voir la traduction automatique
Ceci est une traduction automatique. Pour voir le texte original en anglais cliquez ici
#Actualités du secteur
{{{sourceTextContent.title}}}
Qu'est-ce que le soudage par friction ? Un guide complet
{{{sourceTextContent.subTitle}}}
Qu'est-ce que le soudage par friction ?
{{{sourceTextContent.description}}}
1. Définition et principe de base
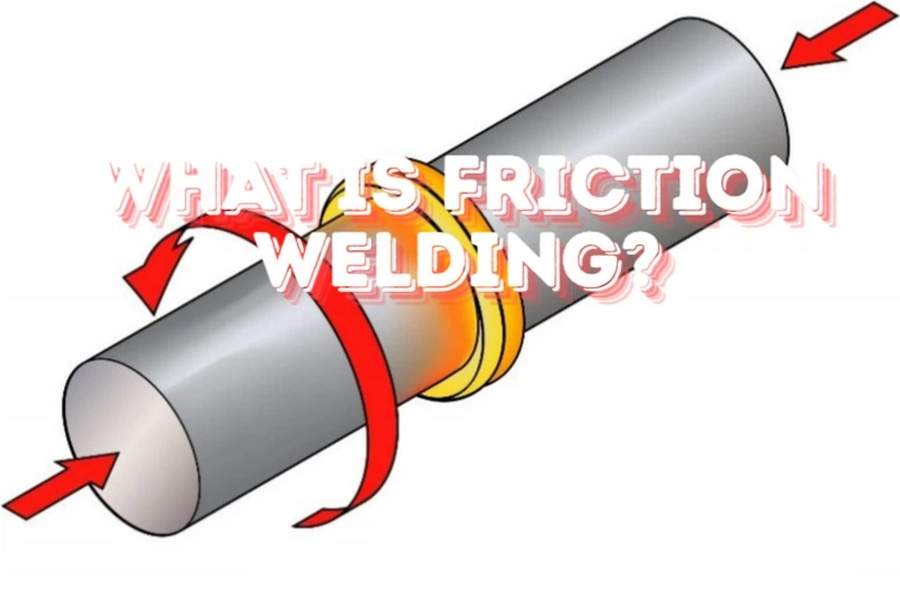
Le soudage par friction (FW) est une méthode d'assemblage à l'état solide dans laquelle deux composants sont pressés l'un contre l'autre et une partie est déplacée par rapport à l'autre sous pression, ce qui génère de la chaleur par friction. Cette chaleur ramollit - mais ne fait pas fondre - l'interface et, lorsque le mouvement s'arrête et que la pression se poursuit, une liaison métallurgique solide se forme par diffusion atomique.
Comme il n'y a pas de fusion, il n'y a pas de métal d'apport, pas de flux et pas de gaz de protection nécessaires, ce qui rend le joint très propre et exempt de défauts de soudage par fusion tels que la porosité ou la ségrégation.
2. Historique et évolution du procédé
Le concept d'assemblage par friction a vu le jour au début du 20e siècle, sa commercialisation s'accélérant particulièrement dans les années 1950 et 1960 avec les progrès de l'automatisation et de l'hydraulique.
Au fil du temps, d'autres variantes sont apparues, telles que le soudage par friction linéaire (LFW), le soudage par friction-malaxage (FSW) et le soudage par friction à faible force (LFFW), élargissant ainsi la gamme des géométries et des matériaux pouvant être assemblés.
3. Types de soudage par friction et variantes de procédés
Les principaux types de soudage par friction sont les suivants
Le soudage par friction rotatif (une pièce tourne contre une pièce stationnaire sous pression)
Le soudage par friction linéaire (mouvement alternatif plutôt que rotation pure)
Le soudage par friction-malaxage (un outil rotatif non consommable assemble deux pièces métalliques)
Le soudage par friction à faible force (utilisation d'un chauffage auxiliaire pour réduire la force nécessaire)
Chaque variante est adaptée à des géométries de pièces, des combinaisons de matériaux et des exigences de production spécifiques.
4. Matériaux, équipements et avantages
Le soudage par friction permet d'assembler une grande variété de métaux et d'alliages - y compris des combinaisons similaires et dissemblables - qu'il est difficile ou impossible d'assembler avec le soudage par fusion traditionnel.
Les composants clés de l'équipement comprennent un système d'entraînement (mouvement rotatif ou linéaire), un système de serrage/fixation, un système de force axiale, une unité de contrôle qui surveille les paramètres (vitesse, couple, déplacement) et des systèmes de réfrigération/refroidissement pour contrôler le cycle thermique.
Avantages : zone affectée thermiquement minimale, excellente résistance des joints, temps de cycle relativement courts et forte aptitude à l'automatisation et à la production en grande quantité.
5. Applications, limites et comparaison avec le soudage conventionnel
Les applications couvrent l'automobile (arbres de transmission, arbres de turbocompresseur, colonnes de direction), l'aérospatiale (composants de moteur, joints structurels), l'énergie (arbres de turbine, rotors de générateur), la fabrication de tiges hydrauliques, les implants médicaux, etc.
Par rapport au soudage par fusion conventionnel, le soudage par friction évite la fusion, présente moins de distorsions, moins de défauts (comme la porosité) et permet d'assembler des matériaux dissemblables, mais il nécessite également un investissement initial plus important dans l'équipement et est optimisé pour des scénarios de production spécifiques.
Ses limites sont les suivantes : coût élevé de l'équipement, contraintes géométriques spécifiques des pièces (souvent axisymétriques ou serrées), nécessité d'un contrôle précis du processus et adaptabilité parfois limitée aux formes très grandes ou irrégulières.