Voir la traduction automatique
Ceci est une traduction automatique. Pour voir le texte original en anglais cliquez ici
#Actualités du secteur
{{{sourceTextContent.title}}}
Moulage par soufflage 101 : tout ce qu'il faut savoir
{{{sourceTextContent.subTitle}}}
Moulage par soufflage 101
{{{sourceTextContent.description}}}
1. Définition et objectif
Le moulage par soufflage est une méthode de fabrication de matières plastiques qui permet de créer des pièces creuses en gonflant une matière plastique chauffée (une paraison ou une préforme) à l'intérieur d'un moule jusqu'à ce qu'elle épouse la forme de la cavité.
Cette méthode est particulièrement adaptée à la fabrication de produits creux et légers tels que les bouteilles, les conteneurs et les réservoirs, avec une utilisation efficace des matériaux et des besoins de finition relativement faibles.
2. Historique
Le concept de moulage par soufflage est issu de la tradition du soufflage du verre : l'idée de gonfler un matériau chaud dans une cavité a été transférée aux matières plastiques au 20e siècle.
Les premières machines commerciales de moulage par soufflage du plastique sont apparues dans les années 1930, et la technique s'est développée au cours des décennies suivantes, à mesure que les polymères synthétiques tels que le polyéthylène se sont répandus.
Des innovations telles que l'extrusion-soufflage, l'injection-soufflage et l'étirage-soufflage dans les années 1970-1980 ont permis de diversifier les domaines d'application (par exemple, les bouteilles en PET).
3. Étapes du processus : De la matière fondue à la pièce finie
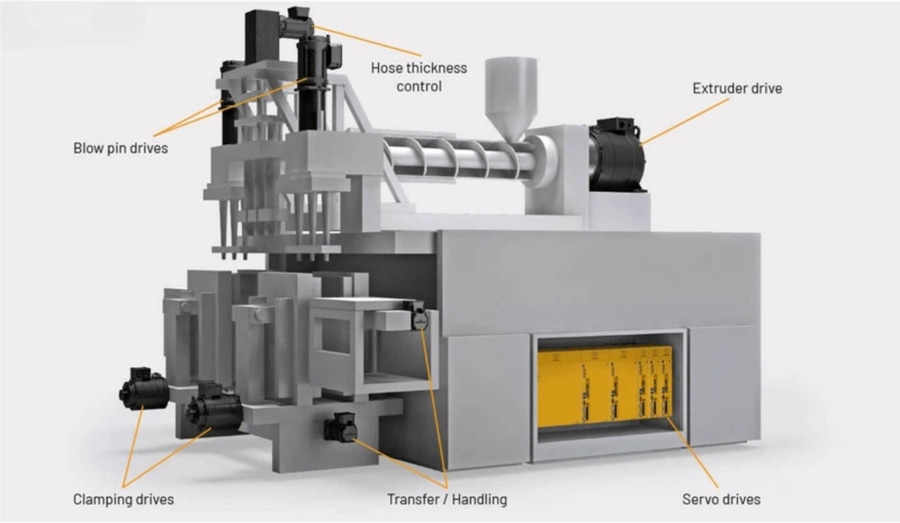
L'article décrit les principales étapes du moulage par soufflage :
Préparation du plastique : Les granulés de résine sont fondus dans une extrudeuse, avec un contrôle minutieux de la température pour éviter toute dégradation.
Formation de la paraison ou de la préforme : Selon la méthode utilisée, une paraison (tube fondu) ou une forme préformée est produite.
Fermeture et gonflage du moule : Le moule se resserre autour de la paraison et de l'air comprimé est utilisé pour la dilater afin qu'elle s'adapte aux parois du moule. Dans le cas de l'étirage-soufflage, la préforme est également étirée mécaniquement avant d'être gonflée, ce qui lui confère de meilleures propriétés.
Refroidissement et éjection : Le plastique se solidifie contre le moule, celui-ci s'ouvre et la pièce est éjectée. L'excédent de matière est découpé.
4. Principaux types de moulage par soufflage
L'article décrit plusieurs variantes, chacune adaptée à différents types de produits :
Le moulage par extrusion-soufflage (EBM) : Une paraison est extrudée, puis gonflée dans un moule. Il convient aux produits creux de taille moyenne à grande dont l'épaisseur de la paroi est flexible.
Moulage par injection-soufflage (IBM) : Une préforme est d'abord moulée par injection, puis transférée et gonflée. Il offre un excellent contrôle dimensionnel et une bonne finition de surface. Il est souvent utilisé pour les petites bouteilles et les flacons.
Moulage par injection-étirage-soufflage (ISBM / SBM) : La préforme est étirée mécaniquement puis soufflée, ce qui entraîne une orientation biaxiale, améliorant la résistance, la clarté et les propriétés de barrière (couramment utilisé pour les bouteilles de boissons en PET).
Moulage par soufflage en co-extrusion : Plusieurs extrudeuses produisent une paraison en couches (par exemple, des couches barrières ou des renforts). Utilisé pour combiner des fonctions (par exemple, résistance chimique, résistance structurelle).
Moulage par soufflage à roue rotative : Méthode à haut rendement utilisant plusieurs moules sur une roue rotative, passant successivement par l'extrusion, le gonflage, le refroidissement et l'éjection.
Extrusion-étirage-soufflage : Hybride de l'extrusion et de l'étirement, utilisé pour les pièces spéciales nécessitant de la résistance avec un minimum de matière.
5. Matériaux adaptés au moulage par soufflage
Le moulage par soufflage convient à une grande variété de thermoplastiques, mais certains sont plus courants :
Le PEHD (polyéthylène haute densité) est le plus utilisé, en raison de sa robustesse, de sa résistance aux produits chimiques, de sa légèreté et de son aptitude au contact alimentaire.
LDPE, LLDPE : plus flexibles, ils sont utiles pour les parois plus fines, les bouteilles compressibles, etc.
PP (polypropylène) : Rigidité et résistance à la chaleur et aux produits chimiques, utile dans les domaines médical, alimentaire et automobile.
PET : Excellente clarté et propriétés de barrière ; souvent utilisé dans le moulage par étirage-soufflage pour les bouteilles de boissons.
Autres matériaux : Le PVC, le PS, l'ABS, le PC et les résines recyclées/broyées sont également utilisés.
6. Structure des coûts, avantages et limites
Coût et économie : Les coûts d'outillage du moulage par soufflage sont généralement inférieurs à ceux du moulage par injection pour les pièces creuses de moyenne et grande taille, ce qui rend le moulage par soufflage économiquement favorable pour les volumes modérés à élevés.
Toutefois, pour les volumes très faibles, d'autres méthodes de prototypage peuvent être moins coûteuses ; pour les pièces massives de haute précision, le moulage par injection peut s'avérer plus économique à long terme.
Avantages : Efficacité élevée de la production (cycles rapides), flexibilité de la conception (poignées, courbes complexes, caractéristiques intégrées), pièces légères, bonne utilisation des matériaux, constance dans les grands volumes.
Défis / Défauts : Les problèmes comprennent une épaisseur de paroi inégale (due au contrôle de la paraison ou à un déséquilibre du refroidissement), des bavures (excès de matière au niveau des coutures), des bulles/vides (dus à l'humidité ou à l'air piégé), des défauts de surface (dus à l'instabilité de la température ou à la contamination).
7. Applications et comparaisons avec d'autres méthodes de moulage
Applications : Le moulage par soufflage est largement utilisé pour les bouteilles de boissons, les détergents, les bouteilles de shampoing, les contenants de produits d'entretien, les pièces automobiles (réservoirs de carburant, systèmes de réservoir), les fûts et réservoirs industriels, les contenants médicaux/flacons, les biens de consommation (jouets, bouteilles réutilisables).
Par rapport au rotomoulage : Le moulage par soufflage est plus rapide, mieux adapté aux volumes plus importants, le coût par pièce est moins élevé pour les pièces creuses aux parois plus fines ; le rotomoulage traite les parois plus épaisses, les grandes formes simples et les investissements en outillage moins élevés, mais les cycles sont plus lents.
Par rapport au moulage par injection : Le moulage par soufflage est optimisé pour les pièces creuses ; le moulage par injection est préférable pour les pièces solides ou plus complexes avec des tolérances serrées.
8. Intégration, durabilité et orientations futures
Intégration avec l'impression 3D : l'impression 3D est utile aux stades de la conception et du développement, pour le prototypage de conteneurs, de moules d'essai ou d'inserts, pour l'itération des caractéristiques avant de s'engager dans l'outillage complet du moulage par soufflage.
Cela permet de réduire les risques et les coûts au début de la phase de développement.
Tendances en matière de durabilité : L'industrie s'adapte en utilisant des matériaux recyclés (post-consommation ou rebroyés par l'industrie), en adoptant des plastiques biosourcés et biodégradables (p. ex. bio-PET, PLA), en allégeant (parois plus minces sans sacrifier la résistance), en améliorant l'efficacité énergétique (entraînements électriques, meilleur chauffage/refroidissement) et en recyclant en circuit fermé les déchets et les produits de rebut.
Conclusion : Le moulage par soufflage reste une méthode très efficace, flexible et rentable pour produire des pièces creuses en plastique dans de nombreuses industries. Son avenir mettra probablement l'accent sur la durabilité, l'intégration avec la fabrication numérique et les matériaux avancés pour rester compétitif.