Voir la traduction automatique
Ceci est une traduction automatique. Pour voir le texte original en anglais cliquez ici
#Tendances produits
{{{sourceTextContent.title}}}
Défauts typiques des pièces métalliques imprimées en 3D
{{{sourceTextContent.subTitle}}}
Défauts dans le processus de revêtement de poudre et défauts dans le processus d'impression
{{{sourceTextContent.description}}}
Les défauts du processus MPBF peuvent être divisés en deux catégories : les défauts du processus de revêtement de la poudre et les défauts du processus d'impression. Les défauts du processus de revêtement de la poudre incluent une couche de poudre irrégulière, et les défauts du processus d'impression incluent les éclaboussures, le phénomène de ballottage, la porosité du gaz, la rugosité de la surface, les fissures, la déformation géométrique, etc. Dans ce qui suit, la cause des différents défauts est présentée et l'influence des différents défauts sur l'application des pièces imprimées en 3D est résumée.
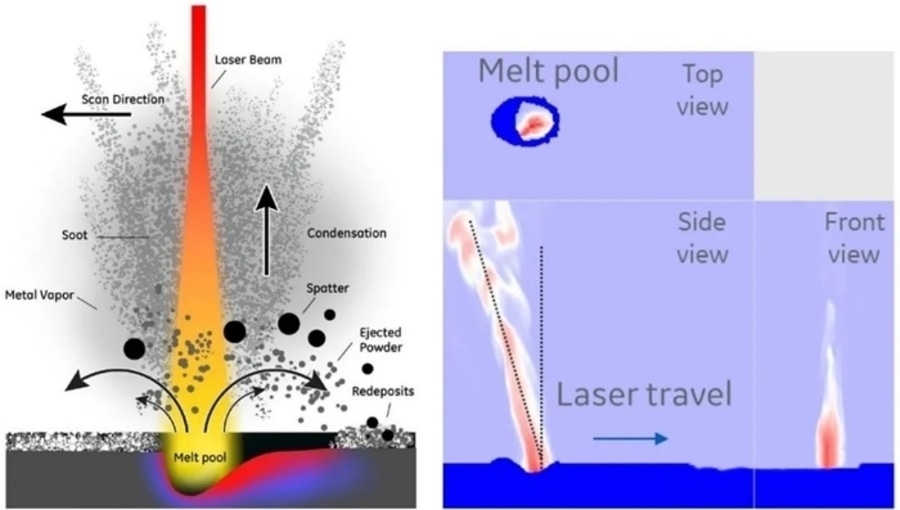
Éclaboussures
Les éclaboussures sont l'un des défauts les plus courants dans le processus MPBF, qui affectent directement l'interaction entre le laser et le lit de poudre, et conduisent à d'autres défauts. Les résultats montrent que les éclaboussures sont principalement causées par le flux latéral de gaz inerte, la fluctuation du bain de fusion et la pression de rétrobalayage. Les éclaboussures qui tombent sur le lit de poudre redéposent des particules métalliques plus grosses, ce qui entraîne une fusion incomplète et des défauts de porosité du gaz, ce qui est défavorable à la résistance à la traction et aux propriétés de fatigue des pièces. En outre, les éclaboussures tombant sur la surface de la couche solidifiée affecteront le revêtement de poudre de la couche suivante, ce qui entraînera une poudre inégale dans la couche suivante, voire endommagera le dispositif de revêtement.
Les défauts du processus MPBF peuvent être divisés en deux catégories : les défauts du processus de recouvrement de la poudre et les défauts du processus d'impression. Les défauts dans le processus de revêtement de la poudre comprennent une couche de poudre irrégulière, et les défauts dans le processus d'impression comprennent les éclaboussures, le phénomène de ballottage, la porosité du gaz, la rugosité de la surface, les fissures, la déformation géométrique, etc. Dans ce qui suit, la cause des différents défauts est présentée et l'influence des différents défauts sur l'application des pièces imprimées en 3D est résumée.
Éclaboussures
Les éclaboussures sont l'un des défauts les plus courants dans le processus MPBF, qui affectent directement l'interaction entre le laser et le lit de poudre, et conduisent à d'autres défauts. Les résultats montrent que les éclaboussures sont principalement causées par le flux latéral de gaz inerte, la fluctuation du bain de fusion et la pression de rétrobalayage. Les éclaboussures qui tombent sur le lit de poudre redéposent des particules métalliques plus grosses, ce qui entraîne une fusion incomplète et des défauts de porosité du gaz, ce qui est défavorable à la résistance à la traction et aux propriétés de fatigue des pièces. En outre, les éclaboussures tombant sur la surface de la couche solidifiée affecteront le revêtement de poudre de la couche suivante, ce qui entraînera une poudre inégale dans la couche suivante, voire endommagera le dispositif de revêtement.
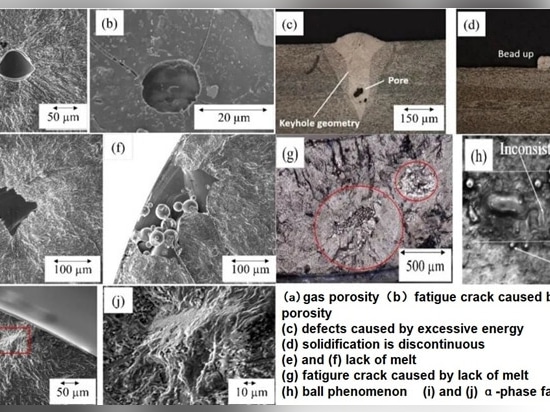
La porosité gazeuse est l'un des défauts les plus importants du procédé MPBF et affecte les propriétés mécaniques des pièces imprimées en 3D. Dans le processus MPBF, la fusion et la solidification rapides du matériau et la fluctuation violente du bain de fusion entraînent la porosité gazeuse. La taille, la quantité, la forme et la position de la porosité gazeuse ont toutes un effet important sur les propriétés mécaniques des pièces. Plus la porosité gazeuse est élevée, plus la durée de vie en fatigue des pièces de construction est courte, et l'influence de la porosité gazeuse près de la surface sur les propriétés de fatigue des pièces de construction est plus importante que celle des autres positions. Selon le mécanisme de formation de la porosité gazeuse, on peut distinguer la porosité gazeuse liée à la matière première et la porosité gazeuse causée par l'action du laser.
La cause de la porosité gazeuse est très complexe et étroitement liée aux paramètres du processus. Un processus d'impression raisonnable et une optimisation continue du processus restent des conditions importantes pour éviter l'apparition de la porosité gazeuse.
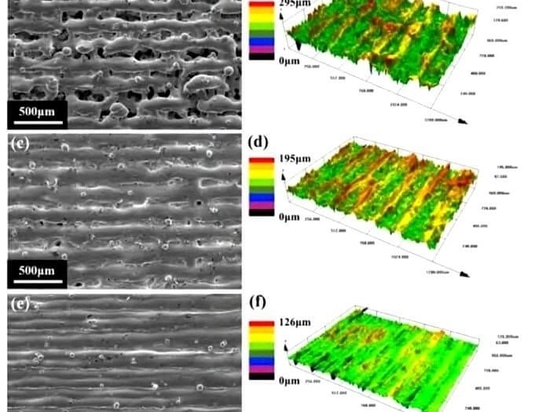
Rugosité de la surface
Avec le développement de la technologie MPBF, les types de matériaux d'impression 3d deviennent de plus en plus abondants, et les propriétés mécaniques des composants ont été grandement améliorées. Cependant, la qualité de surface relativement médiocre reste l'un des principaux obstacles au développement et à l'application industrielle du MPBF. La rugosité de la surface de la couche intermédiaire affecte la qualité de la poudre de la couche suivante, ce qui entraîne des défauts internes. La rugosité de la surface de construction affectera sérieusement les performances de fatigue des pièces.
La qualité de la surface est étroitement liée à la fluidité du bain de fusion. En ajustant la puissance du laser, la vitesse de balayage, l'épaisseur de la couche de poudre et d'autres paramètres du processus, la qualité de la surface peut être améliorée efficacement. Le post-traitement peut également être utilisé pour améliorer la qualité de surface des pièces, mais il augmente le coût et réduit l'efficacité.
Fissures
Les fissures dans le processus MPBF sont liées à la distribution de la température, à la contrainte résiduelle et à la fusion incomplète. Les fissures causées par la contrainte résiduelle peuvent être divisées en fissures de solidification et fissures de liquéfaction, qui sont liées aux matériaux. Les fissures de solidification sont causées par le grand gradient de température entre le bain de fusion et le métal solidifié, qui entraîne une grande déformation du bain de fusion. Cependant, la fluidité insuffisante du liquide ne peut pas compléter la déformation causée par le bain de fusion. La fissure de liquéfaction apparaît dans la zone de fusion partielle et est liée à la plage de liquéfaction, à la structure du grain, à l'allongement thermique, au retrait du matériau métallique.
En outre, une fusion incomplète peut également provoquer des fissures, ce qui a un impact fatal sur le comportement mécanique et la durée de vie en fatigue des pièces imprimées en 3D. Les fissures de fusion se produisent généralement entre les canaux de balayage adjacents ou entre les couches sédimentaires, qui sont principalement causées par la fusion incomplète de la poudre métallique. Si les fissures sont graves, elles peuvent entraîner des défauts de délamination.
Déformation géométrique
En raison des caractéristiques géométriques, de l'accumulation de chaleur, de la concentration de contraintes et d'autres raisons des pièces dans le processus MPBF, des défauts géométriques peuvent se former à différents degrés. Un petit degré peut entraîner une déformation et une erreur dimensionnelle, et un degré important peut entraîner une structure incomplète, voire l'échec de la construction.
{{medias[154009].description}}
{{medias[154010].description}}

{{medias[154011].description}}

{{medias[154012].description}}