Voir la traduction automatique
Ceci est une traduction automatique. Pour voir le texte original en anglais cliquez ici
#Actualités du secteur
{{{sourceTextContent.title}}}
Fabrication de produits pharmaceutiques
{{{sourceTextContent.subTitle}}}
Le rôle de la mesure de l'humidité à l'état de traces
{{{sourceTextContent.description}}}
L'humidité à l'état de traces est un paramètre de qualité critique dans la fabrication de produits pharmaceutiques, qui affecte directement la stabilité et la stérilité des produits, les performances des équipements et la conformité aux réglementations.
Même lorsque l'air comprimé semble propre, il peut contenir de la vapeur d'eau, des gouttelettes microscopiques ou un excès d'humidité. Dans les environnements étroitement contrôlés de la production pharmaceutique, ces niveaux d'humidité peuvent facilement compromettre les processus critiques. Une mesure fiable des traces d'humidité est donc essentielle tout au long des opérations telles que la synthèse, la formulation, le remplissage aseptique, la lyophilisation, la production de doses solides et l'emballage.
De nombreuses utilités pharmaceutiques, notamment l'air comprimé, l'azote, le CO₂ et d'autres gaz inertes, doivent être soigneusement réglementées. Comme de nombreux ingrédients et étapes du processus sont très sensibles à l'humidité, les systèmes de gaz doivent rester constamment secs. Un contrôle précis de l'humidité permet de s'assurer que ces systèmes protègent la qualité des produits et la conformité, au lieu de les mettre en danger.
L'importance de la surveillance de l'humidité à l'état de traces
Contrôle microbien
L'excès d'humidité constitue un environnement idéal pour le développement des bactéries et des champignons. Si l'air comprimé utilisé en contact direct ou indirect avec le produit (par exemple, pendant le revêtement par pulvérisation ou le transport pneumatique) contient trop de vapeur d'eau, il peut entraîner une contamination microbienne, avec pour conséquence une défaillance du lot ou un arrêt de la production.
Stabilité des produits et des matériaux
De nombreux ingrédients actifs et excipients sont hygroscopiques et absorbent rapidement l'humidité. Les poudres peuvent alors se gélifier ou perdre leurs propriétés d'écoulement, ce qui compromet l'efficacité des mélanges, la précision du dosage et la compression des comprimés. L'humidité peut également déclencher des réactions d'hydrolyse qui dégradent les principes actifs, raccourcissant la durée de conservation du produit et réduisant sa puissance.
Fiabilité des équipements et des systèmes
Des niveaux élevés d'humidité dans les gaz de traitement accélèrent la corrosion dans les pipelines et les cuves, créant des particules de rouille qui contaminent les systèmes de gaz. Les vannes pneumatiques peuvent également geler ou se gripper, entraînant des pannes d'automatisation et une maintenance imprévue coûteuse. La norme ISO 8573 1 identifie l'humidité, l'eau liquide et la vapeur comme des facteurs majeurs contribuant à l'usure et à la réduction de la fiabilité des systèmes.
Conformité aux réglementations et à la qualité
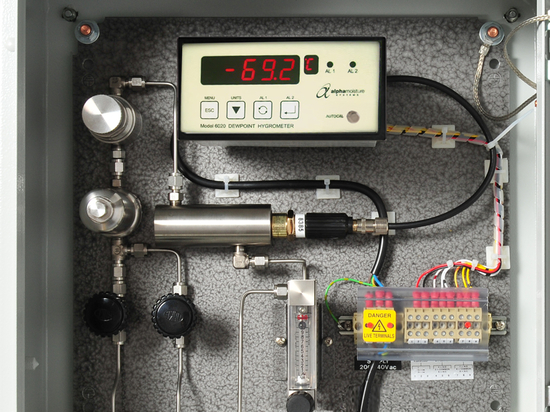
Les normes telles que ISO 8573 1, ISO 14644 et l'annexe 1 des BPF de l'UE établissent des exigences de qualité strictes pour l'air comprimé et les gaz de traitement. Pour la plupart des applications pharmaceutiques, un point de rosée sous pression de -40 °C ou moins est nécessaire pour maintenir des conditions sèches. La surveillance continue du point de rosée permet non seulement de s'assurer que les utilités restent conformes aux spécifications, mais aussi de fournir la traçabilité documentée requise pour les audits et les enquêtes.
Efficacité énergétique et des processus
La mesure du point de rosée contribue également à l'efficacité du fonctionnement des sécheurs par dessiccation en permettant une régénération en fonction de la demande. Cela permet d'éviter une consommation d'énergie inutile et d'améliorer la durabilité globale de l'usine. En lyophilisation, l'humidité des gaz de purge de la chambre affecte directement la dynamique de sublimation et l'humidité résiduelle finale des matériaux lyophilisés. De même, dans la synthèse des API et le traitement des excipients, même des traces d'eau peuvent perturber les réactions sensibles à l'humidité ou compromettre la stabilité des matériaux pendant le broyage et le mélange.
Où et comment mesurer l'humidité à l'état de traces
Les instruments de mesure de l'humidité à l'état de traces sont utilisés dans tous les domaines de la fabrication pharmaceutique :
- Chambres de lyophilisation : Les analyseurs de point de rosée fixes sur les lignes d'azote et d'air comprimé garantissent des conditions de sublimation stables, vérifient les niveaux d'humidité finaux et empêchent la dégradation du produit.
- Séchage sous vide et étuves : Les transmetteurs de point de rosée confirment l'exactitude des points finaux de séchage en mesurant l'humidité à l'état de traces dans les gaz inertes, ce qui garantit la stabilité des matériaux avant leur traitement ultérieur.
- Remplissage aseptique et fabrication stérile : La mesure continue et portable de l'humidité maintient l'air comprimé et les gaz de traitement dans les limites de la norme ISO 8573 1 classe 0-2, protégeant ainsi les environnements stériles de la contamination liée à l'humidité.
- Manipulation de poudres, mise en table et encapsulation : La surveillance des niveaux d'humidité empêche l'agglutination de la poudre et les variations de débit, ce qui permet un dosage cohérent et une qualité uniforme des comprimés.
- Granulation, enrobage et séchage : Le contrôle de l'humidité garantit une épaisseur et une adhérence constantes de l'enrobage ainsi que des caractéristiques des granulés.
- Synthèse d'API et réactions chimiques : Des capteurs en oxyde d'aluminium à haute sensibilité détectent les niveaux d'humidité en parties par milliard (ppb) dans l'azote ou l'argon, protégeant ainsi les réactions critiques à l'humidité.
- Purge, couverture et transfert d'azote : Les analyseurs de point de rosée en ligne empêchent l'oxydation et l'hydrolyse en vérifiant la sécheresse des systèmes de gaz protecteurs.
- Air des instruments et opérations de conditionnement : La surveillance continue prévient la corrosion, la contamination microbienne et la condensation sur les matériaux d'emballage - des facteurs clés pour le maintien de l'hygiène et de l'intégrité des produits.
Normes et meilleures pratiques
La présence d'humidité dans l'air comprimé et les gaz de traitement représente un risque important pour le contrôle stérile, l'homogénéité du produit et les performances de l'équipement. Pour y remédier, les normes internationales et européennes définissent des critères stricts pour les niveaux d'humidité acceptables :
- ISO 8573 1 : Classes de pureté de l'air comprimé (eau, huile et particules)
- ISO 14644 : contrôle de l'environnement et de l'humidité dans les salles blanches
- ICH Q8(R2) : Identification de l'humidité en tant qu'attribut de qualité critique (AQC)
- ISPE Good Practice Guide (HVAC, 2024) : Recommandations pour la gestion de l'humidité et de l'environnement
- Annexe 1 des BPF de l'UE (2022) : Exigences en matière d'utilité et de contrôle de l'environnement pour la fabrication stérile
Une stratégie complète de gestion de l'humidité combine la mesure continue du point de rosée des approvisionnements en gaz en vrac et des sorties des sécheurs avec la régulation de l'humidité des salles blanches et des contrôles ponctuels réguliers à l'aide d'appareils de mesure du point de rosée portables.
Une mesure fiable de l'humidité à l'état de trace sous-tend la conformité réglementaire, assure une qualité constante des produits et, en fin de compte, préserve la sécurité des patients.